Процесс производства газобетона — АлтайСтройМаш
Газобетон – один из самых популярных материалов в сегменте малоэтажного строительства последние десятилетия. И многие решают заняться производством газобетона самостоятельно.
Одни хотят производить материал для своих нужд, но с возможным расширением производства. Другие планируют открыть выгодный бизнес по изготовлению газоблоков на продажу строительным бригадам и компаниям.
И тот, и другой подход, однозначно, выгодный. Потребность в газобетоне постоянно растет, так как люди вместо привычного кирпича выбирают более экономичный материал.
Различают два типа газобетона:
Они имеют общий ГОСТ, но различаются способом производства. Для изготовления автоклавного газобетона необходимо очень мощное оборудование, так как процесс затвердевания должна поддерживать температура 200 ᵒС и давление в 14 атм.
Производство неавтоклавного газобетона требует всего 60 ᵒС температуры, а производственная линия стоит в сотни раз дешевле.
Производственные линии
Чтобы открыть свое производство газобетона, нужно приобрести правильное оборудование.
Оно состоит, в основном, из следующих частей:
- дозаторы,
- смеситель,
- резка,
- толкатели,
- транспортеры сырья,
- формы для будущих газоблоков.
Различают 3 типа производственных линий:
На стационарном заводе смеситель с газобетонной смесью по рельсам передвигается от формы к форме. Такое предприятие может производить в день до 60 м3.
Конвейерная линия помогает уменьшить количество ручного труда на производстве. Здесь смеситель находится стационарно на одном месте, а формы на специальном конвейерном транспортере передвигаются к дозатору с газобетонной смесью. Резка газобетонных блоков осуществляется также в механизированном режиме. Производительность до 150 м3 за сутки.
Мини-завод часто устанавливают для собственных нужд в строительстве. Его стоимость минимальна. Это версия стационарного завода с производительностью 15 м3 за день.
Его стоимость минимальна. Это версия стационарного завода с производительностью 15 м3 за день.
Производительность линий всегда можно увеличить, докупая оборудование.
Производство блоков газобетона
Второй «компонент» производства газобетона – правильное сырье. Смесь состоит из воды, наполнителя (мелкозернистый песок, отходы ТЭЦ, доломитовая мука), портландцемента, химических добавок (каустическая сода, сульфат натрия) и газообразователя (алюминиевая пудра).
Также потребуется специальная смазка для газобетонных форм (можно использовать отработанное техническое масло или растительное сырье).
На 1 куб газобетона требуются следующие пропорции сырья:
- горячая вода – 260-300 литров (40-60 градусов),
- песок – 260-300 кг,
- химические добавки – 1-3 кг,
- алюминиевая пудра – 0,5-0,7 кг.
Вес сырья рассчитывается на специальных весах, а для газообразователя или добавок подойдут обычные торговые электронные весы. Все сырье должно соответствовать ГОСТам оборудования. Состав смеси напрямую влияет на марку и плотность газобетонного блока.
Все сырье должно соответствовать ГОСТам оборудования. Состав смеси напрямую влияет на марку и плотность газобетонного блока.
Технология изготовления газобетона
Технология изготовления неавтоклавного газоблока одинакова для всех линий. Разница будет только в техническом исполнении.
Подогретая до 60 градусов вода подается в бетоносмеситель. Чем ниже температура воды, тем дольше время схватывания готовой смеси. Далее включается смеситель, и туда подается цемент.
Химические компоненты взвешиваются в отдельной емкости. Далее песок и реагенты засыпают в смеситель. Смесь перемешивается 5-6 минут.
В самом конце добавляют алюминиевую пудру. Через 30 секунд смеситель выключают.
Во время перемешивания сырья к дозатору подаются смазанные формы. Они должны быть хорошо очищены от остатков бетона.
После заполнения форм их перемещают в камеру предварительного нагрева на 1-3 часа. Там под действием температуры раствор разбухает в 1-4 раза, в зависимости от марки газобетона.
С затвердевшего газоблока срезается верхний слой (горбушка). С формы убирают борта. Специальным инструментом смесь режут на отдельные блоки и снова перемещают в камеру итоговой выдержки на 6-10 часов. После этого блоки выгружают на палеты и перемещают на склад.
Компания «АлтайСтройМаш» уже 20 лет специализируется на линиях по производству газобетонных блоков. Клиенты компании успешно работают во многих городах России, Казахстана и Узбекистана.
Технология производства газобетона: 10 простых шагов | АлтайСтройМаш
На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
Почему именно газобетон? Во-первых, благодаря высоким показателям прочности и теплоизоляции, спрос на этот материал постоянно растет. Во-вторых, технология изготовления газоблоков очень проста: вам не потребуются особые знания и умения, чтобы стать производителем газобетона.
Предлагаем подробнее ознакомиться с технологией производства газоблоков.
Неавтоклавный газобетон: технология и требования
1. Производственное помещение обязательно должно быть светлым и хорошо вентилируемым. Требуемая температура воздуха в здании – не менее 20С.
2. Особое внимание нужно уделить отсутствию сквозняков в месте подъема газобетонной смеси в формах. Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Если температура в цехе меньше 20С, то необходимо добиться температуры от 20С как минимум локально (в местах подъема смеси в формах). В линиях конвейерного типа необходимо разместить камеру предварительного прогрева и установить ее от поста заливки до поста резки. Оптимальная температура в камере предварительного прогрева – 35-40С.
С подробным рецептом газобетона можно ознакомиться здесь.
Технология изготовления газобетона: пошаговая инструкция
Шаг 1. Заливаем воду в газобетоносмеситель (температура воды 45-60С).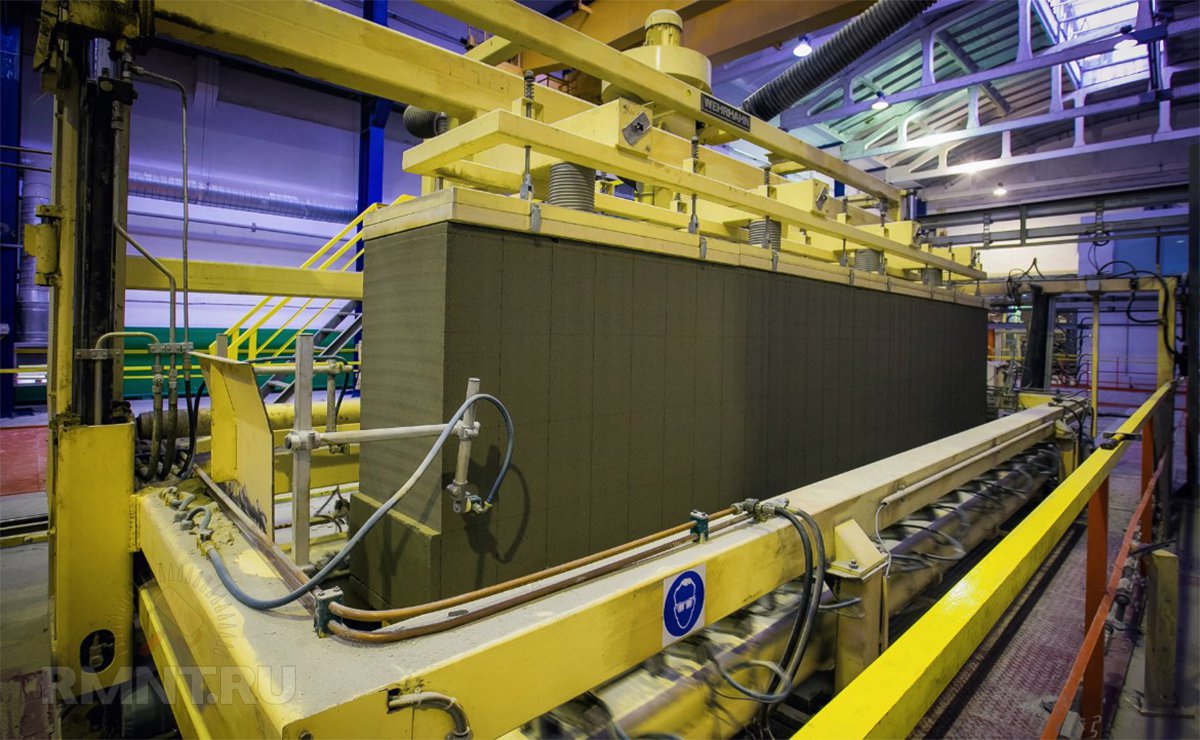
Шаг 2. Включаем смеситель и засыпаем цемент.
Шаг 3. Добавляем химические компоненты: каустическую соду (NaOH) и сульфат натрия (Na2SO4) и засыпаем песок.
Шаг 4. Перемешиваем все компоненты в течение 3-5 минут.
Шаг 5. Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20-30 секунд.
Шаг 6. Пока готовится смесь, форму для заливки нужно подкатить к смесителю. К моменту слива смеси формы нужно почистить, собрать и смазать. После получения готовой смеси нужно выключить смеситель и слить раствор.
Шаг 7. После слива раствора аккуратно перемещаем форму в камеру предварительного прогрева.
Шаг 8. После набора необходимой структурной прочности (1-3 часа) выкатываем форму из камеры предварительного прогрева, срезаем горбушку, снимаем борта и разрезаем массив на отдельные блоки.
Шаг 9. Разрезанный массив перемещаем в камеру окончательной выдержки для набора прочности. Температура выдержки – 50-60С.
Шаг 10. После окончательного набора прочности (в течение 6-8 часов) готовые блоки укладываются на поддон, упаковываются стрейч пленкой и отгружаются на склад.
Технология производства газоблоков – это просто!
Как вы уже поняли, технология производства газобетона не сложнее выпечки хлеба или приготовления плова: вам не нужно иметь специальные знания и навыки, чтобы начать производить качественные газобетонные блоки. Кроме того, приобретая оборудование по производству газоблоков, технологи компании АлтайСтройМаш всегда будут на связи и смогут ответить на любые ваши вопросы.
Готовы стать производителем газобетонных блоков?Подобрать оборудование
Технология производства газобетона
Благодаря автоклавированию, непосредственно после его окончания газобетон имеет соответствующую прочность, долговечность и морозостойкость. Автоклавирование исключает возможность усадки, а также обеспечивает долговечность газобетона.
Газобетон хорошо подлежит обработке простейшими инструментами: пилится, сверлится, строгается. В него легко забиваются гвозди, скобы. Со временем газобетон становится твёрже. Дома из газобетона сегодня очень популярны в России. К тому же, проекты домов из газобетона и цена на него, доступны всем.
В него легко забиваются гвозди, скобы. Со временем газобетон становится твёрже. Дома из газобетона сегодня очень популярны в России. К тому же, проекты домов из газобетона и цена на него, доступны всем.
Автоклавная обработка газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве при температуре +180 °С и давлении до 14 бар в газобетоне образуется новый минерал — доберморит. Благодаря этому повышается прочность материала и, что особенно важно, в несколько раз уменьшается усадка. За счет своих характеристик автоклавный бетон имеет гораздо больше способов применения. Он может использоваться, например, в армированных конструкциях — перемычках, панелях, и др. Ячеистый бетон автоклавного твердения имеет пониженную трещиностойкость и морозостойкость. Автоклавная обработка позволяет в более короткие сроки получать изделия с достаточно высокой прочностью при пониженном расходе вяжущего. У автоклавной обработки имеются и недостатки: дорогостоящее оборудование, специфика его эксплуатации, требующая высококвалифицированного обслуживающего персонала, высокая металлоемкость автоклавов, низкий коэффициент использования внутреннего объема автоклава.
Автоклавный газобетон производится на крупных заводах и на стройплощадку попадает в виде готовых блоков. Изготовление этого материала на малом производстве или изготовление газобетона автоклавного своими руками — невозможны.
Основными компонентами этого материала являются цемент, кварцевый песок (либо зола унос), газообразователи, также возможно добавление гипса и извести. В качестве специализированных газообразователей используются алюминиевые пасты и пудры. Сырьё смешивается с водой заливается в форму и происходит реакция воды и газообразователя, приводящая к выделению водорода, который и образует поры, смесь поднимается как тесто. После набора пластической прочности, массив разрезается на блоки, плиты и панели. Ипользование высокотехнологичного резательного оборудования позволяет разрезать полученный массив с высокой точностью на блоки и плиты.
После этого изделия подвергаются закалке паром в автоклаве, где они приобретают необходимую жёсткость, либо высушиваются в условиях электроподогрева.
Процесс газообразования происходит вследствие химической реакции между гидратом окиси кальция и алюминием; выделяющийся при этом водород вызывает вспучивание раствора, который, затвердевая, сохраняет пористую структуру.
При определении состава газобетона необходимо обеспечить заданную объемную массу и его наибольшую прочность при минимальных расходах порообразователя и вяжущего вещества. При этом структура газобетона должна характеризоваться равномерно распределенными мелкими порами правильной шаровидной формы.
Объемная масса газобетона и его пористость зависят главным образом от расхода порообразователя и степени использования его порообразующей способности. Некоторое влияние на них оказывают температура смеси и количество воды, принятое для затворения смеси, т.
Прочность газобетона зависит также от характера его пористости, размеров и структуры пор и прочности межпоровых оболочек. С увеличением В/Т до оптимального значения, обеспечивающего наилучшие условия формирования структуры смеси, прочность газобетона повышается. Прочность оболочек, в свою очередь, зависит от оптимального соотношения основного вяжущего и кремнеземистого компонента, В/Т, а также условий тепловлажностной обработки. Из этого следует, что применение смесей с минимальным значением В/Т при условии образования высококачественной структуры (например виброспучиванием) позволяет получить газобетон более высокой прочности.
Для изготовления газобетона применяют портландцемент марок 300, 400, 500, удовлетворяющий требованиям ГОСТ 970-61. Производство газобетона предъявляет специальные требования к портландцементу в отношении щелочности цементного теста – рН теста не должна быть ниже 12. Щелочность цемента определяется количеством свободной СаО и суммой Na2О и K2О. По данным работы газобетонных заводов, содержание щелочей (Nа2О, К20) в 1 л раствора цемента не должно быть менее 75 мг. В случае недостаточной щелочности раствора в газобетонную массу следует дополнительно вводить известь или щелочь в виде каустической соды (NаОН).
Производство газобетона предъявляет специальные требования к портландцементу в отношении щелочности цементного теста – рН теста не должна быть ниже 12. Щелочность цемента определяется количеством свободной СаО и суммой Na2О и K2О. По данным работы газобетонных заводов, содержание щелочей (Nа2О, К20) в 1 л раствора цемента не должно быть менее 75 мг. В случае недостаточной щелочности раствора в газобетонную массу следует дополнительно вводить известь или щелочь в виде каустической соды (NаОН).
При применении в качестве основного вяжущего извести особое внимание уделяют значительному количеству активных окиси кальция (СаО) и магния (МgО). Общая активность извести не должна быть менее 75%, количество МgО — не более 1,5%. В производстве можно применять известь. Известь должна быть равномерно обожженной.
Введение извести как добавки к цементу сокращает расход цемента и одновременно увеличивает щелочность раствора, обеспечивая энергичное протекание реакции газообразования:
3 Са(ОН)2 + 2 Аl + 6 Н2О 3 СаО·Аl2О3·6Н2О + 3 Н2
В качестве кремнеземистого компонента в производстве газобетона применяют речной или горный кварцевый песок, золу-унос тепловых электростанций, маршалит и другие материалы. Кварцевый песок для изготовления газобетона и газосиликата должен быть чистым, без примесей глины и органических веществ, с содержанием SiO2 не менее 80%. Присутствие глины замедляет твердение газобетона и уменьшает его прочность. Органические примеси вредно сказываются на протекании реакции газовыделения; вспучивание газобетона при наличии органических примесей ухудшается. Зола-унос может применяться в производстве газозолобетона при содержании SiО2 более 55%. Зола-унос должна иметь незначительное количество сернистых соединений, несгоревших частиц угля и карбонатов кальция.
Кварцевый песок для изготовления газобетона и газосиликата должен быть чистым, без примесей глины и органических веществ, с содержанием SiO2 не менее 80%. Присутствие глины замедляет твердение газобетона и уменьшает его прочность. Органические примеси вредно сказываются на протекании реакции газовыделения; вспучивание газобетона при наличии органических примесей ухудшается. Зола-унос может применяться в производстве газозолобетона при содержании SiО2 более 55%. Зола-унос должна иметь незначительное количество сернистых соединений, несгоревших частиц угля и карбонатов кальция.
Важнейшей технологической особенностью получения высококачественных газобетонных изделий максимальной пористости и достаточной прочности является создание оптимальных условий для двух одновременно протекающих процессов газовыделения и газоудержания. Необходимо обеспечить соответствие между скоростью реакции газовыделения и скоростью нарастания структурной вязкости цементного теста или раствора. При этом выделение газа должно как можно полнее закончиться к началу схватывания системы цемент — вода. Протекание процесса газообразования определяется большим количеством различных факторов. Наибольшее влияние на скорость этого процесса оказывают вид, количество и свойства газообразователя, щелочность и температура среды и т. д.
Протекание процесса газообразования определяется большим количеством различных факторов. Наибольшее влияние на скорость этого процесса оказывают вид, количество и свойства газообразователя, щелочность и температура среды и т. д.
Изготовление газобетона осуществляется мокрым или сухим способом. Экономически более целесообразным является мокрый способ, при котором помол кремнеземистого компонента или его смеси с известью производится в присутствии воды с получением шлама. При сухом способе помол и смешение компонентов осуществляются в шаровых мельницах в сухом виде. Песок размалывают в шаровых мельницах. Для осуществления мокрого помола в мельницу вводят подогретую воду. При применении в производстве извести, последнюю вводят в мельницу для совместного помола с песком. Из мельницы шлам пропускают через сито для отделения от крупных включений. Далее шлам собирают в сборнике и с помощью мембранного насоса или путем передавливания сжатым воздухом подают в шламовый бассейн или шламовый силос. Для предотвращения разделения шлама, т. е. осаждения частиц песка, шлам в бассейнах и силосах подвергают непрерывному перемешиванию. Одновременно производят барботаж шлама.
Для предотвращения разделения шлама, т. е. осаждения частиц песка, шлам в бассейнах и силосах подвергают непрерывному перемешиванию. Одновременно производят барботаж шлама.
Дозировка шлама, подогрев и предварительное смешение осуществляются в ванне-дозаторе. Для подогрева шлама до 40-45° применяют острый пар. Дозировка цемента – весовая. Газообразователь взвешивают и подают в бачок с клееканифольной эмульсией, снабженный пропеллерной мешалкой.
Окончательное интенсивное смешение всех компонентов газобетонной массы происходит в передвижной самоходной пропеллерной газобетономешалке. Материалы в газобетономешалку загружают в определенной последовательности. Сначала заливают песчаный шлам, затем немолотый песок (в случае необходимости) и в последнюю очередь – цемент. После этого в течение 2-3 мин перемешивают всю массу. Введение алюминиевой суспензии определяет начало перемешивания газобетонной массы. Одновременно с этим газобетономешалка начинает передвигаться. Перемешивание газобетонной массы должно продолжаться 2-3 мин. Тщательное перемешивание массы обеспечивает однородность смеси и равномерность вспучивания. Излишняя продолжительность перемешивания вредна, так как возможно начало интенсивного газообразования в газобетономешалке. При этом теряется часть выделившегося газа и три заливке в формы газобетонная масса не даст нужного вспучивания. Разливают массу в формы через отверстия в нижней части мешалки при помощи гибких резинотканевых рукавов. Формы до заливки газобетона смазывают минеральным маслом или специальными эмульсиями для предотвращения сцепления газобетона с металлом форм. Газобетонную массу заливают с учетом вспучивания на 2/3 или 3/4 высоты формы.
Тщательное перемешивание массы обеспечивает однородность смеси и равномерность вспучивания. Излишняя продолжительность перемешивания вредна, так как возможно начало интенсивного газообразования в газобетономешалке. При этом теряется часть выделившегося газа и три заливке в формы газобетонная масса не даст нужного вспучивания. Разливают массу в формы через отверстия в нижней части мешалки при помощи гибких резинотканевых рукавов. Формы до заливки газобетона смазывают минеральным маслом или специальными эмульсиями для предотвращения сцепления газобетона с металлом форм. Газобетонную массу заливают с учетом вспучивания на 2/3 или 3/4 высоты формы.
После заливки газобетонной массы начинается вспучивание. процесс вспучивания продолжается 30-40 мин. После вспучивания происходит схватывание и твердение газобетона. Для ускорения схватывания и твердения газобетона, а также для ускорения процесса газовыделения в цехе по производству газобетонных тонных изделий температура воздуха должна поддерживаться не ниже +25°. Формы, в которых вспучивается и твердеет газобетон, нельзя передвигать, подвергать сотрясениям и ударам, так как вспученная, но не затвердевшая масса может при этом осесть. При вспучивании газобетонная масса образует так называемую горбушку, которую после затвердевания срезают ручными или механическими ножами. Затем застывшую массу разрезают на изделия нужного размера, формы устанавливают на автоклавные вагонетки в 2-3 яруса по высоте и загоняют в автоклав для ускоренного твердения.
Формы, в которых вспучивается и твердеет газобетон, нельзя передвигать, подвергать сотрясениям и ударам, так как вспученная, но не затвердевшая масса может при этом осесть. При вспучивании газобетонная масса образует так называемую горбушку, которую после затвердевания срезают ручными или механическими ножами. Затем застывшую массу разрезают на изделия нужного размера, формы устанавливают на автоклавные вагонетки в 2-3 яруса по высоте и загоняют в автоклав для ускоренного твердения.
На сайте Вы можете найти информацию: видео о газобетоне, возведение стен, стоимость газобетона, производители газобетона, что лучше — газобетон или пенобетон, отзывы, а также купить газобетон.
Автоклавный газобетон: характеристика, технология, производство
Технология изготовления автоклавного газобетона
Газобетон – это легкий искусственный материал, полученный в результате твердения поризованной смеси, состоящей из гидравлических вяжущих веществ, тонкомолотого кремнеземистого компонента, воды и добавки газообразователя.
Для изготовления изделий из ячеистого бетона можно применять различные сырьевые материалы, но наибольшее распространение получили следующие:
— портландцемент ПЦ 400 – ПЦ 500, без активных минеральных добавок;
— известь негашеная кальциевая с содержанием CaO не менее 70%;
— кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
— газообразователь алюминиевая пудра (паста) с содержанием активного алюминия не менее 80%.
Технологический процесс изготовления автоклавного газобетона включает в себя:
— прием и подготовку сырьевых материалов;
— приготовление газобетонной смеси;
— формование массивов газобетона;
— разрезку массивов на изделия;
— автоклавную обработку;
— упаковку изделий.
Сырьевые материалы могут поступать на завод различными видами транспорта (чаще всего автомобильным и железнодорожным). Хранение вяжущих предусматривается в специальных силосах. Количество и объем силосов выбирается в зависимости от мощности завода, удаленности от поставщиков материалов и вида транспорта.
Обратите внимание
Кварцевый песок выгружаются в приемный бункер, откуда по ленточному конвейеру поступает на помол для приготовления шлама. Помол производится в шаровых мельницах. Далее песчаный шлам транспортируется в шламбассейны, где гомогенизируется с помощью постоянного механического перемешивания.
Негашеная известь на предприятие поступает в тонкомолотом или комовом виде.
В первом случае, тонкомолотая негашеная известь хранится, по аналогии с портландцементом, в силосах и уже готова к употреблению. Во втором случае, если поступает комовая негашеная известь, на предприятии используется технология приготовления известково-песчаного вяжущего путем совместного сухого помола в шаровых мельницах извести и кварцевого песка.
Приготовление газобетонной смеси производится в дозаторно-смесительном отделении. Портландцемент, известь (известково-песчаное вяжущее), песчаный шлам, шлам из отходов резки, вода и алюминиевая суспензия дозируются в соответствии с установленной рецептурой в специальный смеситель, обеспечивающий высокую гомогенность смеси.
Процесс формования включает разгрузку (заливку) смеси из смесителя в форму и вспучивание смеси. Окончание процесса формования наступает после достижения максимальной высоты вспучивания смеси и прекращения активного газовыделения.
После вспучивания формы с газобетонной смесью выдерживаются на постах, желательно при температуре воздуха не менее +15-20oС до приобретения требуемой пластической прочности сырца. Для ускорения процесса набора первоначальной прочности формы со смесью могут выдерживаться в специальных термокамерах при температуре до +70-80oС. Время выдержки при использовании термокамер уменьшается.
После достижения сырцом пластической прочности 0,04-0,12 МПа (в зависимости от технологии) формы подаются на резательный комплекс. Газобетонный массив калибруется со всех сторон и разрезается проволочными струнами в продольном и поперечном направлениях на изделия требуемых размеров.
Метод резки газобетонных массивов в полупластическом состоянии с помощью тонких проволочных струн хорошо зарекомендовал себя и на современных резательных машинах позволяет получать изделия точных размеров с отклонениями от номинальных до ±1,0-1,5 мм.
Такая точность позволяет осуществлять кладку блоков на тонкослойную клеевую смесь вместо традиционного цементно-песчаного раствора.
Важно
Разрезанные на изделия массивы устанавливаются на автоклавные тележки и загружаются в автоклав. После полной загрузки автоклава начинается тепловлажностная обработка по определенному режиму, включающему плавный набор температуры и давления, изотермическую выдержку при температуре около 190°С и давлении 12 атм, плавный спуск давления и подготовка изделий к выгрузке.
Из компонентов CaO и SiO2, вяжущих материалов и кварцевого песка, а также воды, в условиях автоклавной обработки (высокое давление и температура) происходит образование новых минералов – низкоосновных гидросиликатов кальция, что предопределяет более высокие физико-механические характеристики автоклавного газобетона в сравнении с неавтоклавными ячеистыми бетонами (пенобетон, газобетон).
После завершения цикла тепловлажностной обработки изделия подаются на участок деления и упаковки, а затем на склад готовой продукции.
Основные моменты технологии производства блоков из автоклавного газобетона показаны на видео одного из участников ассоциации ВААГ:
Источник: https://gazobeton.org/ru/technology
Производство автоклавного газобетона: процесса изготовления
Газобетон – один из самых популярных материалов. Чаще всего его используют в виде блоков с целью возведения стен.
Многие, наверняка, интересовались: а как же происходит процесс изготовления подобных изделий в условиях завода и какие именно факторы оказывают непосредственное влияние на конечный результат? Об этом мы и поговорим в данной статье.
Итак, производство автоклавного газобетона: что представляет собой технология?
Что такое газобетон
Газобетон – вид ячеистого бетона, который характеризуется наличием пор, которые получают в результате химической реакции негашеной извести и газообразователя, чаще всего – алюминиевой пудры. Состав материала, а также метод производства наделяют изделия особым набором свойств и качеств, которые мы, для начала, и рассмотрим.
Краткая характеристика материала
Газобетон характеризуется следующими показателями качеств:
- Теплопроводность – одно из главных достоинств изделий. Коэффициент варьируется от 0,09 до0,38. Однако стоит учитывать, что подобные числовые показатели характерны для блоков в сухом состоянии. При эксплуатационной влажности изделий, он может значительно увеличиваться.
- Прочность и плотность. Марка плотности, в соответствии с ГОСТ, может быть от 300 до 1200.
- Морозостойкость. Газобетон отличается в этом отношении завидным для многих материалов показателем. Часть изготовителей утверждает, что их продукция способна выдержать до 100, а, иногда, и до 150 циклов замораживания и оттаивания.
- Усадка. Для газобетона она характерна. Показатель составляет – 0,3 мм/м2. Нередко на стенах в результате нее появляются трещины.
- Водопоглощение – основной недостаток материала. Газобетон способен поглощать до 25% влаги, поэтому изделия нуждаются в защите от ее пагубного воздействия.
- Толщина кладочного слоя. Рекомендуемая –от 0,4 метра. Однако на практике, если вдаваться в нюансы, выйдет намного больше. При подсчете этой толщины, производителями не учитываются мостики холода и иные факторы, способствующие потере тепла.
- Звукоизоляция. В целом, газобетон способен изолировать помещение от посторонних шумов, в нем будет находиться достаточно комфортно.
- Паропроницаемость. Коэффициент – 0,2. Благодаря этой способности в помещении будет устанавливаться наиболее комфортный микроклимат, так как газобетону свойственно впитывать излишки влаги и отдавать их при чрезмерной сухости воздуха.
Технические характеристики газоблоков
Так как основные характеристики мы рассмотрели, пора разобраться, какие же виды газобетона бывают и чем они между собой отличаются.
Виды изделий
Классификация газобетона в соответствии с ГОСТ 21520-89:
| Наименование классификации, ее основание | Виды газобетона |
Источник: https://beton-house.com/proizvodstvo/na-proizvodstve/proizvodstvo-avtoklavnogo-gazobetona-100
Особенности производства автоклавного и неавтоклавного газобетона
Газобетон – тип ячеистого бетона, отличающийся повышенной по сравнению с остальными прочностью. Обусловлена она как составом материала, так и особенностями его изготовления.
Схема производства включает несколько стадий, каждая из которых обслуживается соответствующим рабочим модулем:
- подготовка ингредиентом для смеси, дозирование, смешивание;
- заливка смеси, созревание;
- резка массива, распределение и накопление;
- автоклавная обработка;
- разгрузка и упаковка готового продукта.
Мощность и тип оборудования определяется масштабами производства. Но в любом случае свои качества газобетон может полностью реализовать только при изготовлении в промышленных условиях.
Подготовка сырья
Исходное сырье для получения газобетона включает такие основные ингредиенты:
Соотношение ингредиентов может быть разным, поскольку выпускается несколько видов газобетона по составу и по свойствам. Каждый ингредиент проходит соответствующую обработку.
- Песок, как правило, хранящийся на складе, транспортируется фронтальным погрузчиком в бункер, откуда ленточным транспортером передается в шаровую мельницу. Здесь песок перемалывается вместе с гипсовым камнем. Стоимость шаровой мельницы зависит от мощности, объема и бренда — от 250 тыс. р. до 950 тыс. р.
- Полученный шлам передается в шламбассейн объемом в 80 куб. м, оснащенный одновальной мешалкой. Количество таких бассейнов зависит от масштаба производства.
- Дозирующая система, в память которой заложена рецептура газобетона, взвешивает ингредиенты и подает их в смеситель. На этом этапе контролируется температура и смеси, и ингредиентов. Стоимость одного автоматического дозатора – от 230 тыс. р.
- В усредняющий бак, в котором накапливается смесь перед подачей в смеситель, наосом подается водная алюминиевая суспензия (ее готовят из алюминиевой пудры). Это взрывоопасное вещество, поэтому в этом аппарате предусмотрены меры по взрывобезопасности. Можно использовать алюминиевую пасту, которая к взрывоопасным веществам не относится.
- Смешивают ингредиенты в скоростном смесители – 4 мин. Стоимость этого агрегата сильно зависит от объема и мощности – от 82500 до 230000 р.
Созревание материала
В отличие от пенобетона, пористость которого обеспечивает смешивание с готовой технологической пеной, здесь внутри смеси при смешивании и созревании происходит химическая реакция. Она характеризуется резким увеличением объема материала.
- Готовая смесь из смесителя заливается в стальные формы – 6160 мм *1580 мм* 690 мм, слоем не более 350 мм. Стоимость форм – от 22500 до 35000 р.
- Вспухание происходит за очень короткий промежуток времени. Равномерность распределения пор обеспечивает текущая реакция, но, кроме того, материал подвергается воздействию виброигл.
На этом участке газобетон находится около 150 мин, пока не набирает необходимой для дальнейшей распалубки и резки твердости.
Перемещение газобетона, еще не достигшего своей проектной твердости, допускается только в жесткой корытообразной форме. В таком виде материал передается на резательную машину.
Резка массива и накопление
Материал помещают на резательную тележку.
- С помощью устройства предварительной резки массив обрезается по длине, ширине и высоте. Инструментом могут выступать как струны, так и ножи. Режущими струнами производят выравнивание поверхности, если в этом есть нужда.
- С помощью устройства боковой обработки в массиве вырезают профиль.
- Горизонтальный аппарат – только струны, режет массив горизонтальными слоями.
- Затем материал переходит на вторую резательную тележку, где автоматом поперечной резки производит резку по высоте. Стоимость таких аппаратов начинается от 450 тыс. р.
Все обрезки сбрасываются в шлам-канал, который периодически промывается водой.
Автоклавная обработка
Автоклав для производства газобетона обеспечивает ускоренное созревание бетона при повышенном давлении в 0,8–1,3 МПа и при температуре водяного пара в 175–191 С. Именно автоклавная обработка и позволяет получить материал более прочный при тех же показателях пористости, так как в газобетоне в таких условиях продолжают идти химические реакции.
Накопленные готовые блоки загружают в автоклав. Как правило, материал пребывает здесь около 12 часов. Из них 1,5 часа занимает подъем давления и температуры и 1,5–2 часа – поэтапное снижение давления.
Время обработки зависит от типа материала: состава, плотности и так далее. Однако если газобетон, в основе которого использовался портландцемент, может достигнуть проектной прочности и без автоклавной обработки, то в случае с газосиликатными блоками этот этап является абсолютно обязательным. Стоимость автоклава – от 290 тыс. р. до 4 млн. р.
Разгрузка и упаковка
- Из автоклава массив на специальной решетке выгружается на линию разгрузки. Краном, массив снимается с решетки и переносится на деревянные поддоны. Может использоваться механическое разделительное устройство.
- Решетки автоматически промываются, смазываются и возвращаются на стол кантования.
- Поддоны с газобетонными блоками упаковываются в термоусадочную пленку и перевозятся в склад хранения.
Далее поговорим про цены на оборудование для производства газобетона.
Стоимость технологической линии
Производство такого рода предлагается в виде готовой технологической линии разной степени сложности и мощности. Стоимость, соответственно, тоже будет разной.
- Так, линия с производительностью в 10 куб. м. в сутки неавтоклавного газобетона стоит всего 125 300 р.
- Такое же производство неавтоклавного газобетона, но с производительностью до 32 куб. м оценивается 755 000 р.
- Линия по изготовлению автоклавного газобетона ощутима дороже и стоит не менее 7 500 000 р.
Технологии
Существуют два способа получения материала: с автоклавной обработкой и без нее. Первый метод обеспечивает большую прочность и значительно сокращает сроки изготовления, так как газобетон набирает проектной мощности за 12 часов.
Автоклавная
На первом этапе подготавливают сырье: перемалывают песок с гипсовым камнем, подготавливают воду – она должна быть очищена и нагрета до 40 С, прогревают другие ингредиенты при необходимости: температура смеси в смесителе должна достигать 35 С.
- С помощь дозаторов загружают по очереди шлам, воду, вяжущее – портландцемент, известь, вместе с ПАВ и какими-либо другими добавками. В последнюю очередь после первичного перемешивания в течение 1–2 минут, добавляют алюминиевую пудру или пасту.
Металлический алюминий вступает в реакцию с цементным или известковым раствором – по сути, раствором гидроксида кальция, с получением алюминатов кальция и большого количества водорода. Последний, распространяясь по массе бетона, и образует огромное количество мелких пор.
- Собственно вспучивание происходит уже после смешивания, в формах. Объем газобетона при этом сильно увеличивается. Схватывание цемента происходит весьма быстро, поэтому газобетон сначала режется, а только затем уже в виде готовых блоков отправляется в автоклав.
- В автоклаве в условиях повышенной температуры, давления и влажности происходит второй ряд реакций: взаимодействие гидроксида кальция и оксида кремния, где в результате получают двухосновные гидросиликаты. Их появление и обеспечивает стремительный набор прочности, которым и славится газобетон.
- При снижении давления и температуры из блока испаряется вода. Поэтому готовый продукт практически не нуждается в сушке.
Процесс производства автоклавного бетона на заводе запечатлен в этом видео:
Производственная линия исключает этап автоклавирования, в остальном являясь идентичной. Так как, именно использование автоклава составляет наибольшие расходы при изготовлении, такая линия намного дешевле и по стоимости, и в обслуживании.
- Чтобы достигнуть такой же или приблизительной прочности автоклавного газобетона, в исходное сырье добавляют специальные добавки: дисперсно-армирующие волокна – стекловолокно, например, микрокремнезем и другие.
- После смешивания газобетон заливают в металлические формы, где он вспучивается и застывает. Распалубной прочности он достигает через те же 150 мин, после чего нарезается по размерам и сразу же отправляется на склад. Окончательное затвердение происходит в обычных условиях естественным порядком.
Такой материал не только менее прочен, но и дает большую усадку – до 2–3 мм/м против 0,3 мм/м у автоклавного газобетона. Частично эта проблема решается за счет использования полиамидных армирующих волокон.
Поговорим про оборудование для производства автоклавного и неавтоклавного газобетона, узнаем и о технологии изготовления своими руками такого материала.
Изготовление неавтоклавного газобетона рассмотрено в видео ниже:
Производить газобетонные блоки без приобретения специального оборудования невозможно. Бетономешалка не может заменить смеситель, а добавлять вручную металлический алюминий чрезвычайно опасно и категорически запрещается.
Однако компании-изготовители предлагают мини-линии, по сути, состоящие только из газобетоносмесителя и форм для газоблоков. Причем последние состоят из небольших блоков, так что после вспучивания продукт уже не нуждается в резке. Состав смеси подбирают исходя из нужд. Как правило, это все-таки газобетон на основе портландцемента. Экспериментировать с добавками нежелательно.
Порядок действия остается таким же, как и на производственной линии. Дозировка, правда, осуществляется вручную. Затем в смесителе перемешивают ингредиенты, и готовый материал разливочным шлангом подают в формы. Распалубку осуществляют спустя те же 150 минут.
Стоимость такой линии зависит от мощности. Так, установка для производства газобетона МЕТЕМ-ГБС-250 стоит 65 тыс. р.
Производство автоклавного газобетона требует специального оборудования: здесь происходит ряд химических реакций, для протекания которых требуются вполне определенные условия. Не автоклавный можно получить и на мини-линии-оборудовании для производства газобетона.
Технология производства газобетона в домашних условиях представлена в видео ниже:
Источник: http://stroyres.net/beton/gazobeton/osobennosti-sposoby-proizvodstva.html
Неавтоклавный газобетон: технология производства и особенности материала
Газобетон в последнее время является очень популярным строительным материалом, благодаря ряду своих достоинств. Зачастую застройщики отдают предпочтение более дешевому его варианту – неавтоклавному газобетону. Но что представляет собой этот материал, чем отличается автоклавный и неавтоклавный газобетон и стоит ли на нем экономить?
Далее мы постараемся ответить на все эти вопросы и дать исчерпывающую информацию по данному типу ячеистого бетона.
Полученные неавтоклавным способом газобетонные блоки
Общие сведения
Многие люди считают, что газобетон – это современный материал. Однако,на самом деле он был запатентован впервые еще в 1889 г. в Праге неким изобретателем Гофманом. Он придумал изготавливать материал на основе газа, получаемого в результате химической реакции между бикарбонатом натрия и соляной кислотой.
Совет
В Голландии в начале прошлого века была запатентована технология приготовления газобетона с использованием дрожжей. Немного позже в Германии предложили применять в качестве газообразующего вещества металлическую пудру.
Практически современная технология изготовления пористого бетона была разработана в Швейцарии изобретателем Эриксоном в 1923 г. Уже в 1925 году было налажено промышленное производство неавтоклавного газобетона как строительного материала. Очень скоро его производство появилось и во многих других странах.
В то время материал приготавливали на основе портландцемента, а немного позже стали использовать и вяжущие на основе зол и шлаков. Изначально материал был придуман как утепляющий, однако уже в 30-х годах удалось получить и конструкционный газобетон. Его применяли для ограждающих конструкций в малоэтажных зданиях.
Современная линия производства неавтоклавного газобетона
Таким образом, материал сложно назвать совсем новым, так как он прошел уже достаточную и вполне успешную проверку временем.Конечно, на сегодняшний день используют современное технологическое оборудование для производства неавтоклавного газобетона, с новыми видами тепловлажностной обработки. Кроме того, подобраны самые оптимальные составы, что значительно повысило качество изделия.
Технология производстваСостав
В составе данного типа ячеистого бетона используют следующие основные компоненты:
- Портландцемент – является вяжущим элементом;
- Наполнители – песок в чистом виде, либо с добавлением золы-уноса ТЭЦ, мела, гипса и пр.
- Алюминиевая пудра – используется при формировании материала в качестве парообразующего вещества.
Кроме того, для улучшения характеристик, в состав неавтоклавного газобетона добавляют различные модифицированные добавки, к примеру, полуводный микрокремнезем или гипс. Для ускорения процесса твердения используют хлорид кальция.
На фото — структура изделия
На сегодняшний день ведутся работы по увеличению прочностных характеристик изделия выполненного неавтоклавным методом. Самым перспективным считается использование различных армирующих добавок, представляющих собой волокна разного происхождения.
Это могут быть:
- Стекловолокна;
- Полимерные волокна;
- Базальтовые;
- Асбестовые и пр.
Кроме того, положительный результат дает и увеличение на 5-10 процентов содержания наполнителя в составе, к примеру, золы-уноса или микрокремнезема. Причем, это позволяет не только повысить прочность ячеистого бетона, но и уменьшить его стоимость.
Формы для изготовления блоков
Изготовление
Технология производства неавтоклавного газобетона основана на том, что в результате химической реакции алюминиевой пудры и щелочи в составе смеси, внутри нее образуются поры, которые заполняются воздухом. Получившуюся пористую смесь оставляют застывать в естественных условиях, т.е. без применения автоклавов (специальных печей).
Иногда оборудование для неавтоклавного газобетона содержит пропарочные печи. Благодаря качественному пропарочному режиму, тоже улучшаются прочностные характеристики изделия.
Надо сказать, что неавтоклавному ячеистому бетону свойственны сквозные поры, в результате чего он обладает плохими гидроизоляционными свойствами. Однако, благодаря внедрению современных технологий, этим параметром материал стал приближаться к автоклавному газобетону.
Легкий блок удобно укладывать своими руками
Особенности материалаДостоинства
Характеристики неавтоклавного газобетона во многом схожи с автоклавным материалом.
В частности, можно выделить следующие моменты:
- Низкая плотность при высокой прочности. Благодаря пористости материала снижается его цена, за счет уменьшения расхода компонентов.
- Небольшой вес, в результате чего с материалом легко работать. Кроме того, снижается нагрузка на фундамент здания.Это обеспечивает не только долговечность строения, но и экономию при его возведении, так как можно использовать менее мощную основу.
- Отличные теплоизоляционные свойства благодаря пористости. Данное свойство обеспечивает энергосбережение при отоплении помещений.
- Легко обрабатывается.Если обычно выполняется резка железобетона алмазными кругами, то для газобетона можно использовать обычную ножовку.
Разрезка блока ножовкой
Соответственно, чтобы подвести коммуникации в помещении не понадобится алмазное бурение отверстий в бетоне, так как можно воспользоваться обычными сверлами.
- Пожаростойкость. Материал является абсолютно не горючим. Поэтому его можно использовать для обшивки стен, когда необходимо обеспечить надежную пассивную пожаробезопасность. (См. также статью Облицовка газобетона: как сделать.)
- Экологичность. Материал не только выполнен из экологически чистых компонентов, но еще и обладает отличной паропропускной способностью, что обеспечивает благоприятный микроклимат внутри зданий, построенных из газобетона.
- Инструкция по укладке, такая же, как и при работе с более традиционным материалом, к примеру, кирпичом.
Совет!
Газобетон является отличным материалом для межкомнатных перегородок, так как обладает хорошими шумоизоляционными свойствами.
Автоклавные блоки
Отличия между материалами, выполненными по разным технологиям
Теперь рассмотрим в чем отличие автоклавного газобетона от неавтоклавного.
А заключаются они всего в нескольких моментах:
- Неавтоклавный материал обладает большей усадкой, которая составляет примерно 2-3 мм/м, в то время как автоклавный имеет усадку не более 0,3 мм/м. Если при заливке монолитных изделий данный недостаток практически незаметен, то при возведении сборных конструкций он проявляется гораздо больше. (См. также статью Шпаклевка по бетону: особенности.)
- Время твердения – как не сложно догадаться, у материала изготовленного неавтоклавным методом время твердения значительно больше. Однако,этот недостаток имеет значение только при производстве изделия.
- Выполненный автоклавным методом газобетон более прочный, так как в его составе образуется минералтоберморит. При изготовлении неавтоклавного ячеистого бетона, образование тоберморита невозможно. Поэтому изделие используют в тех случаях, когда на него не предполагаются большие нагрузки.
- Теплоизоляционные свойства неавтоклавного газобетона немного лучше, что связано с большей его пористостью.
Дом из газобетонного блока
В остальном же характеристики изделий очень схожи.
Обратите внимание! В продаже зачастую можно встретить газобетон низкого качества, изготовленный «кустарным» способом.
Определить его не сложно, так как он сильно крошится.
Вывод
Не смотря на то, что полученный неавтоклавным методом газобетон появился достаточно давно, благодаря постоянному совершенствованию технологии его изготовления, он может считаться вполне современным материалом. В ряде случаев его использование является более целесообразным, чем применение автоклавного газобетона. Однако, если важна высокая прочность материала, то автоклавный более предпочтителен.
Из видео в этой статье вы можете получить дополнительную информацию по данной теме.
Источник: http://rusbetonplus.ru/vidyi-i-harakteristiki/neavtoklavnyi-gazobeton-tehnologiia-proizvodstva-i-osobennosti-materiala/
Технология производства газобетона
Процесс производства
Химические реакции
Особенности производства
Автоклавный газобетон в Челябинске
Процесс производства
Газобетонные блоки изготавливают из портландцемента, негашеной извести, размолотого кварцевого песка и воды. Портландцемент, самый распространенный вид цемента в современном строительстве, — гидравлическое вяжущее вещество, которое твердеет при взаимодействии с водой.
Именно этот элемент в результате делает газобетонные блоки особенно прочными и надежными. Для запуска процесса газообразования вмешивают алюминиевую пудру в смесь кремнеземнистого компонента с известосодержащими вяжущими. При ее введении она вспучивается из-за выделения водорода.
Раствор быстро перенасыщается водородом и частицы алюминиевой пудры становятся центрами образования пузырей. В течение 15–20 минут происходит увеличение объема, а затем за 2–3 часа материал отвердевает.
После этого его нарезают вертикально и поперечно при помощи специальных струн на блоки нужного размера.
Полученные блоки помещают в автоклав, где под действием повышенных температур и давления химические реакции ускоряются и происходит финальное твердение, а материал приобретает окончательные свойства. Через некоторое время из автоклава извлекают готовый газобетон.
Химические реакции
Для тех, кто считает себя специалистом широкого профиля, мы предоставляем краткое технологическое описание происходящих процессов в виде этапных химических реакций:
Компоненты: вода h3O; известь CaO; кварцевый песок SiO2; цемент как смесь элементов CaO, SiO2, AL2O3, Fe2O3 и алюминий Al.
Этапы производства:
- Смеситель — гашение извести: CaO + h3O Ca(OH)2, экзотермический процесс.
- Образование гидроалюмината кальция и пористой структуры: 2Al + Ca(OH)2 + 6 h3O -> CaO• AL2O3•4 h3O + 3 h3 (поры).
- Автоклавное твердение в течение 12 часов, при температуре 190°C, и давлении 12атмосфер: 6SiO2 + 5 Ca(OH)2 + 5 h3O -> 5CaO•6SiO2•5 h3O (кварцевый песок) (гидроокись кальция) (вода) (гидросиликат кальция, фазы C-S-H).
Особенности производства
Описанная технология, одним из этапов которой является автоклавирование, позволяет получить прочный и легкий материал с пористой структурой, по своим свойствам значительно превосходящий такие материалы, как неавтоклавный газобетон, дерево, кирпич, пеноблок и т.д.
Автоклавный газобетон обладает рядом неоспоримых преимуществ, на которых мы подробно остановимся в отдельной статье. Теперь разберемся с ними, исходя из технологических особенностей.
Многих волнует, что входящие в состав газобетона известь и цемент опасны для здоровья, но эти исходные компоненты в автоклаве полностью преобразуются, а значит полученный материал экологичен и не нанесет вред здоровью, когда из него построят здание.
Обратите внимание
Безопасность в доме гарантирована огнестойкостью газобетона, ведь он состоит из негорючих материалов: песка, цемента и алюминиевой пудры. Прочность блоков обусловлена многочасовым твердением в автоклаве.
Комфортное пребывание в помещении из газобетонных блоков обеспечивается пористой структурой материала, который может «дышать» почти как дерево из-за пузырьков, образовавшихся во время введения алюминиевой пудры и затем затвердевших. Наличие пор при заданной толщине сообщают газобетону отличные звукоизоляционные свойства. Тепло- и морозостойкость также гарантируются автоклавной технологией, усиливающей эти свойства.
В результате, построив свой дом из автоклавного газобетона, вы сделаете его экологичным, теплым и безопасным.
Немаловажен и тот факт, что полученный на заводе газобетон имеет относительно небольшой вес (порядка 25 кг) и не требует специальной подъемной техники. При этом материал, уже обладающий выверенными размерами с минимальной погрешностью (1-2 мм), легко обрабатывается, а это значит, что с возведением здания вы сможете справиться свободно и быстро.
Автоклавный газобетон в Челябинске
Чтобы быть полностью уверенным в качестве продукции, в соответствии ее ГОСТу и заявленным свойствам, лучше остановить свой выбор на производителе. Завод газобетона «ПОРАБЛОК» гарантирует высокое качество стройматериалов, сохраняя при этом приемлемую цену. Вы быстро и легко построите свой новый дом, в котором будет комфортно, безопасно и тепло.
Источник: http://gazobeton-blok.ru/usefull/technology-of-production-gazobeton
Технология производства газобетона
В данной статье мы поговорим о технологии производства газобетона. Если вы собираетесь строить дом из газобетона, то необходимо понимать не только процесс постройки дома, но и иметь основные представления о газобетоне с возможными трудностями, которые могут возникнуть при строительстве дома.
В первую очередь, что такое автоклавный газобетон? Автоклавный газобетон (АГБ) сильно отличается от обычно нами представляемого бетона.
АГБ – композитный материал, в котором прочность при сжатии обеспечивается прочностью входящих в его состав заполнителей, а прочность при растяжении и изгибе, постоянства форм обеспечивается характеристиками вяжущего. Знаем цементный бетон, асфальтный бетон, полимерный бетон и в этом ряду слово газобетон выбивается.
Газобетон, строго говоря, не бетон, а искусственно синтезированный минерал, причем достаточно однородный. По постоянству прочности он почти совпадает со сталью. Коэффициент вариации прочности порядка 5%, примерно также как у стальных сплавов.
Различия газобетона и газосиликата
В современном разговорном языке понятия газобетона и газосиликата перемешаны. Есть области в России, где распространен термин газосиликат. На северо-западе и центральной России чаще используется газобетон. По большинству описывается один и тот же материал – ячеистый бетон автоклавного твердения.
Смешение понятий возникло еще с 1960-1980 годов, когда производство автоклавных бетонов развивалось стремительно, параллельно существовали несколько способов производства. В частности были автоклавные бетоны на цементном, известковым и смешанном вяжущем.
В современной промышленности остались более долговечные на цементном и смешанном вяжущем, а чисто силикатные ячеистые бетоны вымерли как класс. Чистых газосиликатов современная промышленность не выпускает.
Поэтому сейчас, говоря «газосиликат», как правило, имеют в виду автоклавный газобетон.
Свойства газобетона определяется двумя технологическими переделами:
- Помол песка смалывается до тонины цемента (2000 – 3000 см²/г)
- Автоклавная обработка. Автоклав по сути большая скороварка, в которой поддерживается (нагнетается) давление 12 атм. при температуре 188°С и в течении 12 часов газобетонные массивы находятся в автоклаве
Кварцевый песок расходуется в синтезе гидросиликатов
SiO2 + h3O = h3SiO3
Синтезируется тоберморит – основной минерал, обеспечивающий прочность и долговечность газобетона. По сути силикатный кирпич, но только с ячеистой структурой.
Алюминиевая пудра, или любой другой металл, стоящий в электрохимическом ряду до водорода вводится в виде суспензии. Одновременно всё подается в бетономешалку известь, цемент, песчаный шлам (суспензия молотого песка) и просто вода.
Компоненты проходят взвешивание, дозируются и затем отправляются на смешение в скоростную мешалку. Смешение происходит за 30 секунд в полном объеме, и за один массив выходит порядка 4,5 м³ газобетона.
Заливается в формы разогретые до 40 °С, приблизительно половина от этого объема.
Важно
В результате реакции происходят газовыделения, когда алюминий вытесняет h3. Алюминий превращается в гидроксид, а затем участвует в гидросиликатах, где получаются алюминаты кальция и силикаты алюминия и т.д. Алюминий в окисленном состоянии, как в земной коре.
После заливания смесь отправляется в камеру созревания. Там происходит процесс парообразования. Образуется большое количество пор, массив возрастает до требуемого объема, набирая прочность, называемую транспортной. Затем массив при помощи тележки выезжает из камеры и отправляется на линию резки. Массив достаточно большой 4,5 метра по объему. Здесь происходит нарезка на блоки.
Далее из отдельных массивов формируются автоклавные поезда, которые поступают на автоклав. Здесь в течение 12 часов обрабатываются при высоком давлении в среде насыщенного водяного пара.
После автоклавной обработки блоки поступают на разделительную машину, т.к. в автоклаве могли слипнуться. На некоторых заводах разделение происходит до автоклавирования.
После разделения блоки упаковываются сверху в термоусадочную пленку или полиэтилен, это помогает сохранить влажность газобетона до начала строительства. Газобетон на заводах хранится на открытых площадках до 2-3 лет.
Далее со склада материал отправляется на строящийся объект.
Источник: http://mainstro.ru/texnologiya-proizvodstva-gazobetona/
Автоклавный газобетон – особенности производства и структуры материала
Автоклавный газобетон – один из самых ярких представителей бетонов с пористой структурой, заслуживший огромную популярность по всему миру. Сравнительно недавно этот строительный материал добрался и до нашей страны. Сегодня он активно применяется при строительстве как промышленных, так и жилых объектов.
На производстве автоклавных бетонов специализируется сразу несколько крупных компаний. Широкая номенклатура этих стройматериалов представлена на российском рынке.
Изделия отличаются не только по размерам, но и по форме, цветам. Неизменным остается один аспект – исключительно высокие технические и эксплуатационные характеристики, чем он выгодно отличается от ближайших конкурентов.
Строение и структура автоклавного газобетона
Газобетон – подвид ячеистых бетонов, внутреннее пространство которых заполняется воздушными порами, размеры которых варьируются от 1 до 4 мм. Основой материала выступает бетонная смесь с вяжущими соединениями, наполнителями и водой.
Класс газобетонов – стройматериалы из газогипса, шлаков и цемента. Что касается вяжущих веществ, ими выступают известь, газосиликат и т.п.
Совет
В качестве газобетона автоклавного твердения, приобрел огромную популярность именно материал, основой которого является цемент с включением частичек извести.
В структуре материала формируются особые поры, и это происходит за счёт возникновения особой химической реакции, во время которой выделяется газ. Катализатором реакции выступает измельченная алюминиевая паста, у некоторых производителей – пудра. Если говорить в целом, то в составе газобетона представлены следующие компоненты:
- песок;
- известь;
- цементная смесь;
- чистая вода;
- алюминиевая пудра или продукты на аналогичной основе.
В некоторых случаях в состав добавляются особые ингредиенты для обеспечения специфических характеристик и свойств выходному материалу. Структуру автоклавного бетона можно представить в виде пористой и затвердевшей бетонной массы, причём поры равномерно распределяются по всему внутреннему пространству.
Изготовление автоклавного газобетона
Название материала «автоклавный газобетон» своими корнями уходит в способ затвердевания цементного состава, после завершения химической реакции, при которой выделяется газ.
На рисунке ниже представлена схема по полному производству рассматриваемого материала.
Производство газобетона осуществляется исключительно в автоклаве и при условии соблюдения последовательности действий ниже.
- Бетонную смесь тщательно перемешивают до образования сметанообразной консистенции, после чего аккуратно заливают в формы (до 50% от всего объёма).
- Параллельно на состав оказывают направленную ударную нагрузку, за счёт чего оказывается гашение извести, при котором активно выделяется тепло.
- Температура внутри автоклава на этапе производства газобетона устремляется к отметке в 80 градусов.
На следующем этапе в активную химическую реакцию включается известь и алюминий с последующем образованием водорода. Происходит стремительное увеличение объёма бетонной массы, которая постепенно заполняет всю форму. При термической обработке прочность цемента повышается, он постепенно затвердевает, внутри материала поры закупориваются.
Химическая реакция сопровождается вытеснением водорода из пор, и их заполнение воздухом. За счёт этого формируется надёжная и плотная бетонная структура, где на поры с воздухом приходится до 80% всего внутреннего пространства материала. Концентрация пор корректируется за счёт алюминиевой пудры.
Готовая масса затвердевает в автоклаве за 2 часа. После этого автоклавную крышку снимают, а газобетонная структура аккуратно разрезается на отдельные блоки подходящего размера. Окончательно материал еще не затвердевает.
Разрезанные блоки размещаются в автоклаве, где они увлажняются под давлением в 1-1.2 МПа и температуре до 190 градусов по Цельсию.
В указанных условиях материал окончательно кристаллизуется.
Зачастую смесь подготавливают, выдерживая следующую пропорцию:
- известь – до 20%;
- кварцевый песок – порядка 60%;
- портландцемент – не более 20%;
- алюминиевый порошок или паста – 1%.
Автоклавный способ производства стройматериалов может похвастаться неоспоримым преимуществом – компоненты образуют тоберморит, под действием высокого давления и температуры.
Свойства автоклавного газобетона
За счёт пористой структуры газобетон может похвастаться номинальным удельным весом, значение которого варьируется в пределах от 300 до 700 кг/м3, а также высокими теплоизоляционными характеристиками. Прочность на сжатие автоклавного бетона достигает 50 кг/см2.
Плотность газобетона изменяется посредством корректировки объёма пор: при этом меняется теплопроводность, прочность. Важно учесть – ключевые параметры изменяются неравномерно.
Если говорить об уменьшении плотности, то она неизменно влечет за собой повышение теплоизоляционных характеристик, сокращению прочностных свойств.
Принимая во внимание указанную зависимость, автоклавный газобетон принять разделять на 3 больших типа:
- конструкционно-теплоизоляционный;
- конструкционный;
- теплоизоляционный.
Если говорить о теплоизоляционном материале, то его плотность не превышает 400 кг/м3. Если говорить об оптимальных свойствах, то ими обладают составы с плотностью 500 кг/м3. Они характеризуются высокими теплоизоляционными качествами.
Размер блоков автоклавных газобетонов
За счёт небольшого веса пористых бетонов, рассматриваемый материал позволяет использовать блоки больших размеров. Газобетонные блоки чаще всего имеют высоту до 250 мм, при длине в 625 мм и ширине от 200 до 400 мм.
За счёт этого кладка стен упрощается и ускоряется, при этом вес у блоков оказывается достаточным для их свободного перемещения и укладки.Неоспоримое преимущество автоклавного бетона – геометрическая стабильность и точность подгонки строительных блоков.
Поскольку материал подготавливается в специальной форме, на выходе у него формируется гладкая поверхность с чётко очерченными углами и ребрами. На протяжении всего производственного цикла они остаются неизменными.
В блоках из автоклавного газобетона допустимый уровень отклонения не превышает 1.5 мм.
Подводя итоги
Автоклавный газобетон может похвастаться несколькими уникальными свойствами. По уровню энергосбережения и экологичности он в разы превосходит многие современные стройматериалы. Это лучший материал для быстрой и надёжной кладки стен. Вам может быть интересно:
Что лучше – керамический блок или газобетон
Источник: http://www.xn--e1aggfyi9a.xn--p1ai/articles/materialy-i-tehnologii-v-stroitelstve/avtoklavnyy-gazobeton-proizvodstvennye-i-konstrukcionnye-osobennosti
Автоклавный газобетон: производство, сфера применения, особенности материала
Бизнес 25 марта 2016
Данный вид пористого бетона уже долгое время находится в списке первых строительных материалов. Поэтому его изготовлением занимается много заводов и компаний. С развитием технологий можно встретить автоклавный газобетон разных форм, размеров и цветов.
Автоклавный газобетон состоит из трех основных компонентов:
- цемента;
- кварцевого песка;
- газообразователей.
Структура
В нем расположены поры размером до трех миллиметров.Он считается разновидностью ячеистого бетона. Общее в бетонной смеси — вяжущая основа, наполнитель и вода. Газобетон можно классифицировать по типу вяжущего в основе, это может быть:
- цемент;
- известь;
- шлак;
- газогипс.
Высокое распространение получил газобетон автоклавного твердения на основе цемента вместе с известью.
Чтобы добиться пористой структуры, в бетоне создается химическая реакция, в которой выделяется газ.Для создания такого процесса используют алюминиевую пудру или пасту. Если нужно придать материалу специальные свойства, в его состав вводят дополнительные вещества.
Способы изготовления
Получить автоклавный газобетон можно таким способом: негустая смесь бетона заливается в специальные формы на половину объема. Вместе с тем на него действует ударная нагрузка. При этом происходит выделение тепла за счет гашения извести. Температура автоклава увеличивается до 80 градусов.
После этого происходит реакция извести с алюминием, от которой выделяется кислород. За счет этого масса бетона поднимается до края формы. Давление, как и температура, увеличивается.
Под действием этих величин твердеет цемент, поры при этом остаются, а внутри них уже воздух вместо водорода. Таким образом и происходит формирование бетонной структуры, поры в которой занимают до 80 процентов объема.
Влиять на процент пористости можно путем изменения количества пудры алюминия.
Через пару часов отвердевшую массу достают из автоклава и производят нарезку на сегменты нужного размера. Затем готовые блоки отправляют снова в автоклав, где будет достигнуто полное отвердение только через 12 часов. При этом температурный режим должен быть не ниже 190 градусов при давлении в 1,2 Мпа.
Обратите внимание
Обычно в объеме бетона цемента не более 20%, причем чаще используют портландцемент.В большем объеме автоклавный газобетон состоит из кварцевого песка (примерно 60%). Извести так же, как и цемента, не более 20%. Содержание алюминия может составлять не более одного процента.
Производители автоклавного газобетона на своих предприятиях добиваются того, что давление и температура делают из компонента специальный минерал – тоберморит. Именно за счет этого образования материал обладает высокой прочностью и не подвержен усадке. Еще важным моментом искусственных условий является то, что время на производство сокращается, что позволяет изготавливать большие партии.
Видео по теме
Производственный цикл
Точность в структуре производственного процесса зависит от того, какой вид ячеистого бетона изготавливается. Общие процессы следующие:
- подготовка необходимого количества составляющих;
- приготовление смеси и введение в нее газообразователя;
- заливка в формы;
- удаление излишков смеси;
- выдержка по времени.
Размеры
Как и любой строительный материал, газобетон имеет стандартизацию.Размеры таких блоков намного больше кирпичей. Все связано с меньшей массой. Блоки для строительства имеют размеры:
- длина — 625 мм;
- ширина варьируется от 100 до 400 мм;
- высота — от 200 до 250 мм.
Естественно, что увеличенные размеры позволяют упростить и ускорить скорость их укладки. А незначительный их вес не послужит помехой для ручной работы с ним.
Производство автоклавного газобетона имеет огромное преимущество, и это форма блоков. Они имеют идеальную форму, углы и ребра которой ровные и гладкие. Размеры блоков даже со временем не меняются.
Даже разные партии блоков имеют в своем размере незначительные погрешности – всего 1,5 мм.
Для блоков самой низкой категории этот параметр может быть 3 мм, но в сравнении со всем блоком это показатель незначительный.
Свойства
Газобетон автоклавного твердения имеет незначительный вес при большом объеме – это самое главное положительное свойство такого материала. Удельный вес его составляет не более 700 кг/м³. Также благодаря способу производства в автоклаве прочность на сжатие значительно возрастает – до 50 кг/см².
Если менять пористость бетона, это может привести к изменению в теплопроводности и прочности. При увеличении ее прочность снижается, но увеличиваются теплоизоляционные свойства. Уменьшение данного показателя ведет к обратному эффекту.
Изменение пористости приводит к тому, что бетон разделяют на три основных класса:
- Теплоизоляционный. Плотность материала этого класса составляет 400 кг/м³. Его предназначение – районы с холодными климатическим условиями, но постройки из него можно сооружать невысокие.
- Конструкционный. Этот газобетон обладает самой высокой плотностью — 700 кг/м³. Применять его можно для постройки высотных зданий или для конструкций несущих сооружений. При применении в жилых домах его нужно покрывать дополнительным слоем теплоизоляции.
- Конструкционно-теплоизоляционный. Этот газобетон со средним значением плотности (500 кг/м³) получил широкое распространение, так как обладает и хорошей прочностью и достаточной теплоизоляцией.
Различия в производстве
Способа производства газобетона два: в автоклаве и без него. Существует газобетон автоклавный и неавтоклавный. Как понять разницу?
Оба вида имеют одну структуру производства — путем выделения газа в результате химической реакции.Но это принципиально разные схемы. То, каким образом твердеют блоки, дает различия в свойствах ячеистого бетона.
Важно
Неавтоклавный газобетон в своем составе имеет большой процент портландцемента. Смесь его оставляют сушить естественным путем, без применения специальной печи – автоклава. Такой вид ячеистого бетона имеет минимальные затраты на производство. Но по своим свойствам он намного уступает газобетону, полученному с помощью печи.
Произвести в больших количествах такие блоки способен только крупный завод автоклавного газобетона, в то время как пеноблоки могут быть произведены даже на небольшом предприятии.
Преимущества
Его постоянство размеров позволяет проводить укладку блоков на раствор с минимальной толщиной (около 3 мм). Такое преимущество дает высокую степень защиты от внешней температуры. Так как раствор для кладки имеет меньшую степень защиты тепла, его незначительность будет только плюсом. Благодаря тому, что ребра и углы ровные, внешний вид кладки будет благородным.
Еще преимуществом может служить его податливость любому строительному инструменту. Блоки автоклавного газобетона можно строгать, резать, сверлить и коробить. В него с легкостью можно вкрутить шуруп или забить гвоздь.
Строительство дома из данного материала
Для человека, который только собирается строить дом, основными критериями отбора материалов будут служить их надежность, долговечность, экологичность и комфорт. В условиях проблем экономики немаловажен и критерий экономичности. Всем вышеизложенным признакам будет соответствовать такой материал, как автоклавный газобетон.
Это искусственный камень, но произведен он из натуральных компонентов. Микроклимат такого дома такой же, как в доме, изготовленном из дерева. Все из-за того, что структура блоков пористая, это позволяет постройке «дышать».
Даже несмотря на пористую структуру, гигроскопичность (поглощение влаги) стоит в пределах нормы.Ее процент составляет не более 5%. Если сравнить данный показатель с гигроскопичностью некоторых пород древесины, то там процент будет выше в несколько раз. Отопить дом из газобетона проще, чем таковой из кирпичного. Это будет существенно экономить энергозатраты.
Толщина стен из газобетона составляет всего 1 блок, этого будет достаточно для теплоизоляции. Тогда как для кирпичных обязателен дополнительный слой. Поэтому затраты на такие стены будут минимальными.
Влажность в помещениях из газобетона не может привести к образованию плесени или грибков. В таких домах исключен процесс гниения и разложения. Применение инновационных технологий позволило снизить толщину стен, при этом не уменьшая их прочности. Возводить дом из автоклавного газобетона выгодно из-за минимальных трудозатрат. Справиться с монтажом такой стены сможет даже новичок.
Пожаробезопасность
Еще одним плюсом материала может служить его абсолютная пожаробезопасность. Стены из автоклавного газобетона не нагреваются даже при воздействии открытого огня. Так как он не способен к горению, то и опасных веществ выделять не может. Возведение такого дома будет произведено в сроки намного ниже тех, что можно затратить на другие виды материалов.
Укладка блоков
Производить монтаж блоков стен из газобетона можно с использованием раствора теплого или цементно-песчаного, но лучшим вариантом будет специальный клеевой. Его можно нанести тонким слоем, что исключит мостики холода.
Первый ряд блоков нужно уложить на хорошо подготовленную горизонтальную поверхность. Армирование такой кладки производят согласно проекту.
Первый ряд блоков, нижние оконные и опорные поверхности перемычек подлежат армированию обязательно.
Отделка стен
Правильно выполненная стена из газобетона не требует отделки штукатуркой.Наружную поверхность не обязательно отделывать, но для придания красивого внешнего облика это сделать можно.
При плохих погодных условиях блоки могут намокать и впитывать влагу, но не более чем на два сантиметра.
Для того чтобы этого избежать, нужно правильно смастерить сливы крыши и козырьки и обеспечить защиту цоколя.
Совет
При выборе наружной отделки следует учесть, что она должна также быть проницаемой, как газобетон. Красиво будет смотреться качественно выполненный вентилируемый фасад из любых доступных материалов.
Можно использовать, например, автоклавный газобетон, отзывы пользователей о котором только положительные. Пользователи отмечают, что можно отделывать все без предварительной обработки внутренних стен.
Отделку помещений производить можно прямо на блоки. Предварительно штукатурить стены не обязательно, тем более достаточно будет простой шпатлевки. В помещениях с высокой влажностью следует произвести пароизоляцию.
Источник: fb.ru
Источник: https://monateka.com/article/7793/
Технология производства газобетона г. Санкт-Петербург
Газобетонные изделия изготовляют тремя способами: литьевым, вибрационным и резательным. Наиболее распространена в настоящее время литьевая технология производства газобетона. Ячеистобетонную смесь из отдозированных компонентов перемешивают в газобетоносмесителях. Первоначально загружают песчаный или зольный шлам затем воду, вяжущее и суспензию газообразователя. При вибрационной технологии перемешивание осуществляют в процессе вибрации корпуса смесителя. По окончании перемешивания смесь в возможно более короткий срок загружают в формы. Температура смеси для приготовления газобетона должна быть не ниже 35 °С. При литьевой технологии производства газобетона изделия формуют из жидкотекучих смесей, содержащих до 50…60% воды от массы сухих компонентов. На стадии формования образуется поризованная масса: при литьевой технологии ее получают в неподвижных формах в течение 25…30 мин, при вибровспучивании — в вибрируемых формах в течение 3…6 мин.
Вспучивание смесей кремнеземистого компонента с известесодержащими вяжущими или цементом при введении алюминиевой пудры происходит в результате выделения водорода при взаимодействии ее с гидроксидом кальция. Вследствие незначительной растворимости водорода в воде раствор быстро пересыщается и частички алюминиевой пудры становятся центрами образования пузырьков. По мере газовыделения пузырьки увеличиваются в размере. На газообразующую способность смеси влияет ряд факторов. Основные из них — начальная вязкость, текучесть смеси, ее температура, скорость образования структуры с определенными механическими свойствами, дисперсность алюминиевой пудры и ее количество, химический состав среды.
Жидкотекучие смеси, формуемые по литьевой технологии производства газобетона, обладают недостаточной газоудерживающей способностью, что ухудшает структуру бетона. Вибрационное воздействие при изготовлении ячеистых смесей способствует увеличению поверхности взаимодействия частиц сырьевых компонентов, интенсифицирует процессы гидратации вяжущего и сокращает длительность газовыделения. Вибрационная технология производства газобетона позволяет использовать высоковязкие смеси с низким водотвердым отношением (0,35…0,4), использовать более грубодисперсные композиции, повысить плотность и прочность бетона, его трещиностойкость. Для оптимизации структуры газобетона важно привести в соответствие скорости процессов вспучивания и схватывания смеси. При преждевременном схватывании не достигается требуемая плотность, в бетоне образуются микротрещины.
Изготовление изделий с помощью литьевой технология производства газобетона осуществляют поточно-агрегатным методом. Формы устанавливают вдоль пути передвижения газобетоносмесителя, в результате создаются условия, предотвращающие их перемещение или сотрясение после заливки смесью до завершения ее вспучивания и схватывания. При вибрационной технологии изделия формуют стендовым или конвейерным способом.
На заводах ячеистого бетона применяют также резательную технологию производства газобетона, а именно формования изделий. Она предусматривает формование больших объемов-10… 12 м3 (высотой до 2 м). После приобретения бетоном структурной прочности массив разрезают в горизонтальном и вертикальном направлениях на прямоугольные элементы, направляемые на тепловлажностную обработку. При резательной технологии обеспечивается высокая точность размеров, прямолинейность граней, ровность поверхностей без масляных пятен; повышается заполнение автоклавов; снижается металлоемкость производства; резко уменьшается количество ручных операций. Из готовых элементов собирают на клею или растворе плоские или объемные конструкции, используя стяжную арматуру. Составные стеновые панели изготавливают размером на одну или две комнаты и высотой на этаж.
Технология производства газобетона, а именно технологический процесс получения пенобетона отличается тем, что поризация производится на стадии получения смеси, т. е. до формования изделий. Пену получают в специальном пеновзбивателе, куда заливают необходимое количество пенообразователя. Техническая пена возникает в результате значительного снижения поверхностного натяжения воды вследствие адсорбции мельчайших частиц поверхностно-активных веществ на поверхностях раздела твердой, жидкой и газообразной фаз. Пену перемешивают с предварительно-подготовленным раствором и направляют на формование.
Эффективным способом тепловлажностной обработки ячеистых бетонов является их автоклавирование при давлении 0,8…1,3 МПа и температуре 175…191°С в среде насыщенного или перегретого пара. Различают три стадии автоклавной обработки (запаривания). Эта технология производства газобетона включает в себя две стадии.
В первой стадии по мере повышения температуры в автоклаве изделия подвергают комплексу деструктивных физических процессов. В первый период запаривания одновременно с повышением температуры происходит дополнительное насыщение ячеистого бетона влагой за счет конденсации на его поверхности насыщенного пара. Первая стадия заканчивается при выравнивании температуры теплоносителя и изделий. При этом изделия нагревают как за счет теплопроводности, так и теплоты, выделяющейся при конденсации пара.
Вторая стадия автоклавной обработки — изобарическая выдержка. При достижении бетоном максимальной температуры происходит интенсивное взаимодействие вяжущего с кремнеземистым компонентом с образованием цементирующих новообразований. В результате возрастает прочность, которая через определенное время достигается примерно одинаковой величины по всему сечению. Продолжительность изобарической выдержки зависит от дисперсности, активности и соотношения компонентов, водотвердого отношения, температуры. Уменьшение влажности изделий можно достичь применением насыщенного пара в сочетании с перегретым. Перегретый пар с температурой до 400 °С подают в автоклав за 3…5 ч до окончания выдержки. Кроме того, уменьшения влажности в изделиях можно достичь путем вакуумирования после автоклавной обработки. В течение третьей стадии температура и давление снижаются.
В результате процесса интенсивного парообразования в бетоне развиваются значительные напряжения, которые могут вызывать образование трещин. Для предотвращения трещинообразования при коротких режимах охлаждения применяют ступенчатые режимы снижения давления. Продолжительность сброса давления на одну ступень устанавливают с учетом плотности и размеров изделий. Перед каждым последующим снижением давления производится выдержка, в течение которой уменьшается перепад давления по сечению изделия.
Неавтоклавный газобетон: технология, состав, свойства
В строительстве неавтоклавный газобетон применяется при возведении малоэтажных зданий. В многоэтажных конструкциях — оформление разделительных перегородок, внутренних стен, заполнение бетонных и стальных каркасов, для теплоизоляции поверхностей. Преимуществом материала является возможность заливки монолитной конструкции любого размера и веса.
Что это такое?
Первоначально технология производства ячеистого газобетона предусматривала помещение блоков в специальные печи-автоклавы при давлении в 8—10 бар и температуре 200 градусов, что обеспечивало полный выход влаги из материала. Позднее стал использоваться более простой способ производства под названием «неавтоклавный газобетон» — без давления и обжига в печах, с процессом твердения в естественных условиях. Составы растворов, заливаемых в формы для формирования блоков, одинаковы в обоих случаях.
Состав и свойства
Компоненты, входящие в состав смеси для производства неавтоклавного газобетона:
- портландцемент марки не ниже М300, не менее 50% от общего веса;
- песок;
- зола, мел, гипс, доменный шлак;
- алюминиевая пудра для пенообразования;
- известь;
- вода;
- хлорид кальция — для ускорения процесса твердения смеси;
- добавки и присадки для улучшения эксплуатационных характеристик материала.
Рецептура раствора для неавтоклавного бетона требует использования песка без примесей глины или ила, воды — без содержания соли. В качестве добавок для улучшения прочности газобетона рекомендуются: полуводный гипс, микрокремнезем, кислая зола-унос. С этой же целью могут добавляться армирующие волокна, что улучшит характеристики материала. Для более качественного пенообразования могут быть добавлены стиральные порошки, поваренная соль.
Как производится: технология
Изготовление стандартное: приготовление раствора, заливка в опалубку или формы, застывание и твердение продукции. Из инструментов понадобится бетономешалка, лопата, ведра. Все сухие компоненты перед началом работ взвешиваются и отмериваются согласно долям, что требуют составы по технологии. Пенообразование происходит при вступлении в реакцию щелочных составляющих цементного раствора с алюминиевой пудрой. В результате высвобождается водород и формируются ячеистые поры.
Самый важный момент в процессе неавтоклавного изготовления газобетона, влияющий на конечные характеристики продукта, — вспенивание смеси. Реакция с газообразованием должна произойти до момента добавления в смесь вяжущего вещества.
Поэтапный процесс производства неавтоклавного газобетона:
Для получения качественного материала необходимо при изготовлении соблюдать технологический процесс.- Готовится опалубка либо формы для заливки. Внутренние поверхности обрабатываются маслом.
- В отдельной емкости готовится пенообразователь: заливается вода с алюминиевой пудрой из расчета 50:1. Добавляется стиральный порошок и оставшаяся часть пудры согласно рецептуре. Тщательно перемешивается до полного исчезновения металлических частиц на поверхности.
- В бетономешалку заливается расчетное количество воды, агрегат включается.
- Засыпается песок, цемент.
- Через 2 мин в смесь добавляется известь.
- Засыпается поваренная соль.
- Через 5 мин от начала процесса смесь готова для заливки в опалубку/формы.
- После полного отвердения массы опалубка снимается либо демонтируется каркас и монолитный газобетон нарезается на блоки нужной формы.
Плюсы и минусы использования
Составы бетонных блоков, применяемых в строительстве сходны, при этом неавтоклавный газобетон имеет свои достоинства. К ним относятся: небольшой вес; теплостойкость; влаго- и морозоустойчивость; энергосберегающие свойства; высокие звукоизоляционные характеристики; сейсмостойкость; податливость любым электрическим и ручным инструментам; возможность заливки блоков любой формы; несложный процесс изготовления. При этом показатели прочности ниже других подобных материалов. К другим недостаткам относится склонность к разрушению под действием механических нагрузок, большая усадка, длительный период ожидания затвердения материала в процессе производства.
Технология производства газобетона
Posted by Менеджер in Информационные материалыИз блоков ячеистого бетона можно строить как жилые, так и промышленные строительные объекты.
Технология производства газобетона очень легка и эффективна. Изготавливают газоблок, внедряя в цемент вещества-пораобразователи, которые начинают газообразование, обычно это – алюминий. Из-за того, что между алюминиевой пытью происходит химическая реакция, газобетонная масса вспучивается как дрожжевое тесто. Выделившийся водород и вспенивает бетон, преобразуя в поры. Дорогой газобетон, произведённый на основании ГОСТ 25485-89 буквально изобилует преимуществами: плотность, прочность и максимально точные размеры. Затем вся масса разрезается на кирпичи, которые проходят сушку в автоклавных печах. В конце концов получается материал с довольно низкой, как у высохшей пихты плотностью (450 кг/м3), у бетона в 5 раз больше.
Новый газоблок нужно применять в строительстве жилых подъездов, прочность при внешнем воздействии около 4 МПа для несущих стен, возрастает прочность буквально за день на 50%. По физико-технологическим характеристикам и технологии производства газобетон имеет очень много отличительных для него особенностей по сравнению с пенобетоном, произведённым традиционным способом. Отличается газобетон от иных строительных материалов своей качеством изделий, долговечностью, пожаробезопасностью, значительно уменьшает затраты на материалы, является морозостойким материалом и экологичностью. Из блоков ячеистого бетона можно строить как жилые, так и промышленные строительные объекты. Газосиликатные блоки c толщиной в 375 мм сопоставимы с кирпичной стеной в 600 мм. Поэтому в здании, построенном из газобетона, Вы всегда сможете насладится уютной домашней обстановкой.
Экологическая безопасность газоблока подтверждается экологическим сертификатом т.к. Он на 100% экологически чистый продукт, не зря его называют в народе как “лёгкий булыжник”. Обработка материала, из газобетона реализуется практически любым инструментом, без особых технологий. Не составит сложности забить дюпиль в газосиликатный блок, просверлить отверстие, что уж сказать, если его легко стругают как древесину. Поэтому внутри дома весьма широк спектр применения газосиликатных блоков.
Производство домов из газоблока, позволяет хорошо сократить расход материалов и трудоемкости производства работ. Также нужно оценить и ещё некоторые характеристики энергосберегающего газобетона: – значительная воздухопроницаемость; – за счет своей структуры газосиликатный блок считается морозостойким стройматериалом. – очень хорошие, если не лучшие звукопоглощающие свойства. Поэтому, если Вам необходимо в минимальные сроки и с неплохой экономией на строительных материалах возвести дачу, теплое и уютное помещение, то выбирайте газоблок, и Вы ни когда не пожалеете!
Гибридный интеллектуальный подход к моделированию процесса измельчения в шаровой мельнице Pdf
1988 Год основания 1988
69+ Патенты и сертификаты
400+ Количество сотрудников
13350+ Обслуживаем клиентов
Звездные продукты
Системы дробления и грохоченияпродуманно продуманы до мельчайших деталей, и весь процесс всегда находится в руднике.
Онлайн чатПолные квалификационные аттестаты
C&M Mining Machinery — это частная китайская компания, занимающаяся проектированием, производством и поставкой мобильных решений для дробления и сортировки по всему миру для строительной, горнодобывающей, карьерной и перерабатывающей промышленности.
Передовые производственные технологии и оборудование
C&M Mining Machinery владеет более чем 50 запатентованным оборудованием собственной разработки, обеспечивающим оцифровку вырубки, автоматизацию сварки и сборочного формования, а также строгий контроль качества продукции на протяжении всего процесса.
Котельная по индивидуальному заказу
C&M Mining Machinery имеет сильную команду разработчиков котлов и построила полную систему исследований и разработок.
Комплексное и профессиональное послепродажное обслуживание
УC&M Mining Machinery есть профессиональные группы послепродажного обслуживания, которые предоставляют техническое руководство для всего процесса установки и бесплатное обучение для эксплуатационного и обслуживающего персонала..
Добро пожаловать в компанию
C&M Mining Machinery — высокотехнологичная инженерная группа. Мы специализируемся на исследованиях, разработке и производстве оборудования для промышленного дробления, измельчения порошков, обогащения полезных ископаемых и других сопутствующих устройств.
Учить больше[рандпик] Диаграмма Алир Индустри Румах Ди Пакистан Диаграмма Алир Индустри Румах Ди Пакистан ПОТЕНСИ ЛИМБАХ БАХАН БЕРБАХАЯ ДАН ди сема сектор кегиатан (индустри, рума сакит дан румах танга) 2 [рандпик]
Читать дальше [randpic] Дробление с открытым или замкнутым циклом Рассмотрим, например, одиночную гирационную дробилку любого типа, предназначенную для работы в замкнутом контуре с вибрирующим грохотом, и настроенную таким образом, чтобы 70 процентов от o
Читать дальше [рандпик] Mobil Menghancurkan Tangan Keduakedua tangan crusher dijual — Индонезия penghancur.дробилка kedua tangan dijual 9,7 (всего: 10) 2256 peringkat 4512 pengguna ulasan kedua tangan дробилка d
Читать дальше [randpic] Индустрия добычи барита и бария в истории Индии — ksae Читать дальше
Свойства и внутреннее отверждение бетона, содержащего переработанный автоклавный легкий бетон в виде заполнителя
Глобальное потепление является жизненно важной проблемой для всех секторов во всем мире, включая строительную промышленность.Для реализации концепции зеленых технологий было предпринято множество попыток разработать продукты с низким уровнем выбросов углерода. В строительном секторе автоклавный газобетон (AAC) стал более популярным и производился для удовлетворения строительных потребностей. Однако ошибки производственного процесса составляли от 3 до 5% производства AAC. Разработка отходов AAC в виде легкого заполнителя в бетоне — один из потенциальных подходов, который подробно изучался в этой статье.Результаты показали, что прочность на сжатие бетона AAC-LWA снижалась с увеличением объема и крупности. Оптимальная пропорция смеси была размером от 1/2 » до 3/8 » агрегата AAC с 20-40% замещением агрегата нормальной массы. Также наблюдалось внутреннее отверждение с помощью AAC-LWA, и было обнаружено, что внутри образцов остается достаточно воды, что приводит к достижению более высокой прочности на сжатие. Основная цель этого исследования заключается не только в утилизации нежелательных промышленных отходов (переработка отходов), но и в накоплении новых знаний об использовании AAC-LWA в качестве внутреннего отвердителя, а также в производстве изделий из легкого бетона с добавленной стоимостью.
1. Введение
Чтобы реализовать концепцию технологии зеленого строительства, было предпринято множество попыток разработать продукты или методы с низким уровнем выбросов углерода. Подход преобразования отходов из любых промышленных секторов в новое сырье для других отраслей получил гораздо большее внимание как общество без отходов. Обычно самый простой способ удаления промышленных отходов — это использовать их в качестве заменителя цемента или бетона, например, в качестве добавок к цементу или заполнителей бетона.В Таиланде, хотя обычная каменная стена изготавливается из местного глиняного кирпича, с выпуском блоков из легкого автоклавного газобетона (AAC) они становятся новым выбором для инженеров и строителей, поэтому становятся все более популярными в строительной отрасли. Однако сообщалось, что лом и отходы от общего производства блоков AAC составляли приблизительно от 3 до 5% (58 тонн в месяц), в результате чего огромное количество остатков AAC направлялось непосредственно на площадку, засыпанную землей (Рисунок 1).Разработка отходов AAC в качестве легкого заполнителя при производстве бетона является одним из потенциальных подходов, который не только полезен для использования промышленных побочных продуктов и снижения энергопотребления, но также полезен для повышения прочности за счет внутреннего отверждения и уменьшения конечного бетона. вес [1, 2].
Внешнее отверждение — это распространенный метод достижения достаточной гидратации портландцемента, который может быть достигнут за счет предотвращения потери влаги на поверхностях, обертывания влажными покрытиями или даже погружения образцов бетона в водяную баню.Однако в некоторых случаях эффективность внешнего отверждения может быть ограничена из-за неудовлетворительного проникновения воды для отверждения в образцы из-за физического барьера или геометрии бетонных компонентов [3]. Внутреннее отверждение — это альтернативный подход, предусматривающий введение внутреннего резервуара для воды для отверждения внутри бетонных смесей. Уже доказано, что внутреннее отверждение может значительно повысить прочность и уменьшить автогенную усадку готовых бетонных изделий [4, 5]. В качестве заполнителя для внутреннего отверждения можно использовать любой пористый легкий материал (например,g., вермикулит, перлит, пемза, шлак, керамзит, керамзит и отходы измельченного AAC) [6, 7], поскольку они могут поглощать воду во время приготовления и смешивания, а затем постепенно высвобождать оставшуюся воду внутри смесей в процессе отверждения [ 8]. Более того, шероховатая поверхность и крупнозернистая пористая структура этих легких заполнителей также могут способствовать взаимному блокированию переходных зон между цементным тестом и заполнителем (взаимосвязанные поверхности), что приводит к улучшению механических свойств [9].
Основная цель данной статьи — использовать имеющиеся местные отходы AAC в качестве легкого заполнителя в производстве бетона, что может позволить преобразовать промышленные отходы в продукты с добавленной стоимостью. Легкость и равномерно распределенная пористость являются ключевыми характеристиками AAC, который может служить в качестве материала для внутреннего отверждения для обеспечения достаточных условий отверждения для бетонной конструкции. Были исследованы подходящие размеры и оптимальный процент замены заполнителя AAC, а также окончательные свойства свежего и затвердевшего бетона во время подхода к внутреннему отверждению.
2. Материалы и препараты
Портландцемент был товарной марки I с удельным весом 3,15. Местный речной песок использовался в качестве мелкого заполнителя с удельным весом и модулем крупности 2,39 и 2,90, соответственно. Влажность песка составляла 0,80% при насыпной плотности 1645 кг / м 3 . Крупный заполнитель представлял собой гравий товарного сорта от местных поставщиков. Удельный вес, влажность и насыпная плотность составляли 2,70, 0,50% и 1540 кг / м 3 соответственно.Отходы AAC были собраны в компании PCC Autoclave Concrete Company Limited, Чиангмай, Таиланд. Его удельный вес составлял 1,06 при массе сухой единицы 360 кг / м 3 . ААС в полученном виде со значением водопоглощения от 28 до 30% измельчали до меньшего размера с помощью стандартной щековой дробилки (рис. 2).
Градацию крупных агрегатов AAC затем анализировали с помощью стандартного ситового анализа США. Эффективный крупный размер, использованный в этом исследовании, составлял от 3/8 » (9,5 мм) до 3/4 » (19.0 мм.), Что составляет около 50% от общего количества заполнителей AAC и имеет средний модуль дисперсности 7,20 (Таблица 1). Следует отметить, что большинство эффективных значений размера AAC-LWA составляли 3/4 ′ ′, 1/2 ′ ′ и 3/8 ′ ′, а классы размеров (как указано с S1 по S4) замены грубых заполнителей были поэтому используется в эксперименте. Этикетки и описания бетонных смесей, включая классы крупности AAC-LWA, показаны в Таблице 2.
| ||||||||||||||||||||||
| |||||||||||||||||||||||||
Распределение крупнозернистого заполнителя, товарного сорта и размера при сравнении ASTM C33 с размером 67.На рисунке 3 показано распределение по размерам грубых заполнителей нормальной массы (NWCA), используемых в смеси NC. Было обнаружено, что гранулометрический состав заполнителя нормального веса находится между 1/2 » и 3/8 » и в основном соответствует верхней и нижней границам стандарта ASTM C33 номер 67 по размеру. Кроме того, в зависимости от размера класса S1 – S4, распределение по размеру замены AAC-LWA агрегатом нормального веса на 20, 40 и 60% (LWA20, LWA40 и LWA60) также наносится на график относительно верхней и нижней границ ASTM C33 номер 67 критериев.
Поскольку определенные размеры класса AAC-LWA (S1 – S4) были заменены на обычную градацию гравия товарного сорта, графики распределения по размерам начали сдвигаться к верхнему пределу границ ASTM C33 (Рисунок 4). Можно видеть, что связка всех размеров классов LWA20 близко выровнена внутри верхней границы (рис. 4 (а)). Более того, линии распределения по размерам были явно смещены вправо за верхний предел, когда количество замены AAC-LWA увеличилось с LWA40 (Рисунок 4 (b)) до LWA60 (Рисунок 4 (c)) во всех размерах классов.Таким образом, наличие заполнителей AAC-LWA не только влияет на общую градацию крупного заполнителя бетона, но также может влиять на механические свойства конечного результата затвердевшего бетона.
3. Детали эксперимента
3.1. Обозначения смесей
Обозначение смесей было выполнено в соответствии со стандартом ACI 211.1 для бетонных смесей. В контролируемую смесь (нормальный бетон, NC) с отношением воды к цементу (в / ц) 0,35 были добавлены заполнители нормального веса с наибольшим размером частиц 3/4 ».Требуемая просадка бетона составляла от 5 до 10 см. Кроме того, в смесях с отходами AAC в виде легких заполнителей (AAC-LWA) объем заполнителей нормальной массы был заменен на насыщенный поверхностно-сухой (SSD) AAC-LWA, а именно 20, 40 и 60%, соответственно. Следует отметить, что общий вес замены AAC-LWA был рассчитан из того же объема нормального заполнителя в кубическом метре бетона. Например, замена 20% AAC-LWA (LWA20), поскольку насыпная плотность заполнителей нормальной массы и AAC-LWA составляла 1540 и 360 кг / м 3 , соответственно, 188 кг заполнителей нормальной массы были заменены 46 кг AAC. -LWA.Все бетонные смеси перемешивали в смесителе с наклонным барабаном до достижения подходящих условий. Затем свежий бетон был подвергнут испытаниям на удобоукладываемость и помещен в подготовленные формы. Спустя 24 часа все образцы бетона были извлечены из формы и выдержаны в специально разработанных условиях отверждения, отверждения на воздухе и в воде. Пропорции смеси представлены в Таблице 3.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
3.2. Аналитические методы
Свойства свежего бетона определялись с помощью теста на осадку и текучести. Испытание на оседание бетона проводилось с использованием ASTM C143. Величина просадки 10 см. был установлен в соответствии с ACI 213R-87, рекомендованным для строительства перекрытий, колонн и несущих стеновых конструкций. Пропускную способность бетона измеряли с помощью таблицы расхода вместе со стандартом ASTM C124. Свойства затвердевшего бетона определялись как стандартными, так и кратковременными испытаниями на прочность на сжатие.После извлечения из формы (в течение следующих 24 часов) все образцы были отверждены в воде или на воздухе до достижения их испытательного возраста в 1, 3, 7 и 28 дней. Вес и размер всех образцов были измерены перед дальнейшим обращением для расчета кажущейся плотности. Стандартное испытание на прочность на сжатие всех цилиндрических образцов (диаметром 15 см и высотой 30 см) было проведено с использованием универсальной испытательной машины (UTM) в соответствии с ASTM C39. С помощью оптического микроскопа наблюдали межфазную переходную зону (ITZ) AAC-LWA и цементного теста.
Прочность на сжатие в минуту (кубический образец размером 3 × 3 × 3 мм) была введена и проведена в этом испытании для определения влияния AAC-LWA на внутреннее отверждение [10]. Для подготовки образцов для испытаний на прочность размером 150 × 150 × 150 мм. бетонный куб был перемешан и выдержан в заданных условиях. Три места бетонного куба (внешняя зона и внутренняя зона) были разрезаны на 15 × 15 × 150 мм. призмы (рисунок 5). Затем каждую призму разрезали на слои толщиной 3 мм с размерной длиной 3 × 15 × 15 мм., а именно L1, L2 и L3. Следует отметить, что L1 был слоем сразу после AAC-LWA, а L2 и L3 были дополнительно выровнены (рисунок 6). Эти слои (L1, L2 и L3) были окончательно разрезаны на 3 × 3 × 3 мм. кубиков (рис. 7), а затем протестировали с помощью стандартного контрольного кольца, прикрепленного к UTM.
4. Результаты и обсуждение
4.1. Тест на осадку
Результаты теста на осадку проиллюстрированы на Рисунке 8. Классы размеров AAC-LWA, как указано S1, S2, S3 и S4 (см. Таблицу 2), не имели существенных различий в тесте.Осадка контролируемого бетона (NC) составляла 5,80 см, в то время как значения осадки бетона AAC-LWA имели тенденцию к увеличению с более высоким процентом замены заполнителя AAC, например, примерно с 7,50 см. (LWA20) примерно до 10,60 см. (LWA60). Фактически, острая форма и шероховатая поверхность AAC-LWA могут уменьшить величину осадки из-за блокировки и внутреннего трения между материалами [11]. Однако в этом случае величина осадки в основном определялась водоудерживающей способностью, избытком воды на поверхности частиц ААС.Соотношение воды и цемента было увеличено, что привело к увеличению значения осадки бетона. Аналогичный результат был также сообщен Сингхом и Сиддиком (2016) о том, что материалы с высокой абсорбцией (например, угольная зола) могут действовать как резервуар для воды и могут повышать конечное соотношение воды и металла в бетонных смесях [12].
4.2. Flow Test
Не было существенной разницы в текучести между контролируемой смесью (NC) и смесями AAC-LWA. Средний расход бетона AAC-LWA, казалось, немного уменьшился, когда увеличилась замена заполнителя AAC.Среднее значение расхода NC составляло 53,3%, в то время как средние значения расхода смесей LWA20, LWA40 и LWA60 составляли 55%, 56% и 53% соответственно (Рисунок 9). Однако, поскольку значения текучести находились в диапазоне от 50 до 100%, бетонные смеси AAC-LWA были классифицированы по средней консистенции, которые можно было легко поместить и уплотнить в формы во время процесса литья.
4.3. Кажущаяся плотность бетонных смесей
Как показано на Рисунке 10, кажущаяся плотность контролируемой смеси (NC) составляла около 2380 кг / м 3 в возрасте 28 дней.Кроме того, общая кажущаяся плотность бетона LWA20 была немного уменьшена примерно на 3-4% до примерно 2290-2310 кг / м 3 по сравнению со смесью NC. Для смесей LWA40 и LWA60 кажущаяся плотность непрерывно снижалась на 8-9% (2160-2180 кг / м 3 ) и 13-15% (2030-2070 кг / м 3 ), соответственно. Аналогичные результаты были получены Hossain et al. (2011) и Topçu и Işikdaǧ (2008), которые заменили заполнители нормального веса пемзой и перлитом в качестве крупных заполнителей бетона [13].Можно сделать вывод, что общая плотность бетона AAC-LWA была значительно уменьшена из-за замены LWA, так как его плотность составила всего 360 кг / м 3 . Напротив, прочность на сжатие — это следующий вопрос, который необходимо рассматривать как наиболее важные свойства затвердевшего бетона.
4.4. Стандартное испытание на прочность при сжатии
Стандартное испытание на прочность на сжатие с использованием цилиндрических образцов проводилось в возрасте 1, 3, 7 и 28 дней.Сравнительные измерения прочности при отверждении в воде и сухом воздухе, включая классы размеров, были изучены и представлены на рисунках 11 (a) –11 (c).
Хорошо видно, что все смеси, отвержденные в воде, достигли более высокой прочности, чем смеси, отвержденные в сухом воздухе, поскольку была получена большая степень гидратации [14]. Размерный класс заполнителя S4-AAC (см. Таблицу 2) получил самую высокую прочность среди классов S1, S2 и S3 благодаря хорошей градации крупных заполнителей в бетонных смесях в соответствии с ASTM C33 номер 67.Также была достигнута более компактная структура, а также соответствующая блокировка хорошо отсортированного крупного заполнителя. Сопоставимое улучшение прочности было очевидно получено за счет более высокой плотности затвердевшего цементного теста в межфазной переходной зоне (ITZ) за счет внутреннего отверждения [15]. Примеры нормального сцепления (NWCA) и хорошего сцепления (AAC-LWA) представлены на рисунке 12. Можно видеть, что разрушение нормально-связанного NWCA произошло в цементном тесте, в то время как хорошо сцепленный AAC-LWA был на агрегате AAC.Помимо прочностных свойств каждого заполнителя, AAC-LWA продемонстрировал на ITZ потрясающие характеристики склеивания. Тем не менее, конечная прочность AAC как заполнителя бетона снизилась, когда количество AAC-LWA увеличилось, потому что AAC имеет чрезвычайно низкую несущую способность по сравнению с заполнителем с нормальным весом.
4.5. Минутное испытание на прочность на сжатие
Минутное сопротивление на сжатие — это метод, используемый для проверки эффекта внутреннего отверждения пористым заполнителем в бетонных смесях.Прочность на сжатие 3 × 3 × 3 мм. кубические образцы смесей LWA20, LWA40 и LWA60 (все с размером класса S4, отвержденные на воздухе) были испытаны и представлены на Рисунке 13. Видно видно, что прочность образцов, собранных из внешней зоны, была ниже, чем прочность. внутренней зоны. Более того, прочность образца L1 (L1; слой рядом с агрегатом AAC), очевидно, достигла более высокой механической прочности, чем у дальних слоев L2 и L3 (см. Рисунок 6). В целом, более полное завершение процесса внутренней гидратации AAC-LWA может быть достигнуто за счет способности удерживать воду в бетонной смеси.Специально для пористых заполнителей дополнительная вода для внутреннего отверждения была получена не только из-за водопоглощения, но и из-за адсорбции воды, которая непосредственно влияет на воду для затвердевания бетона на более поздней стадии [16]. Более того, внутренний процесс отверждения также может происходить с «капиллярным всасыванием», при котором перенос воды происходит из более крупных пор в более мелкие. В этом исследовании капиллярные поры агрегатов AAC (от 50 до 100 микрон, µ мкм) были больше, чем у средних пор цементного теста (от 1 до 100 нанометров, нм).
В соответствии с этим условием, некоторое количество зарезервированной воды в заполнителях AAC будет, следовательно, перенесено в цементное тесто через ITZ, увеличивая уровень гидратации цементных вяжущих. На улучшение прочности в более старшем возрасте в основном повлияло большее образование C-S-H и более плотная микроструктура [9]. Использование AAC-LWA в насыщенном сухом состоянии (SSD) в этом исследовании обеспечит более высокую прочность во всех случаях, чем AAC-LWA в исходном состоянии / сухом [15]. Причина в том, что AAC-LWA в полученном виде может активно поглощать воду из системы на начальной стадии смешивания.На ITZ могут появиться микропоры и неполные микроструктуры, что отрицательно скажется на конечных свойствах бетона [15]. Те же тенденции и результаты были получены при минимальной прочности на сжатие размеров класса S4 для LWA20, LWA40 и LWA60, отвержденных в воде. Поскольку подано достаточно воды для отверждения как с внешней, так и с внутренней стороны, средняя прочность 3 × 3 мм. Таким образом, куб был немного выше, чем другие, отвержденные в условиях сухого открытого воздуха (рис. 14).
4.6. Развитие прочности и взаимосвязь между стандартной и минимальной прочностью на сжатие
Развитие прочности при минутном испытании на сжатие слоя 1 (L1) за 7 и 28 дней представлено в таблице 4. При использовании NC в качестве эталонной смеси LWA20 достигла наибольшая разница в развитии силы во всех условиях: 34,00% (AC L1 Ext.), 51,10% (AC L1 Int.), 33,33% (WC L1 Ext.) и 42,80% (WC L1 Int.). Огромная разница в минимальной прочности на сжатие L1 может наблюдаться между внешней и внутренней зонами LWA20 (26.98% и 35,32%) и LWA40 (39,03% и 54,99%), как показано в Таблице 5. Очевидно, что минимальная прочность на сжатие в условиях отверждения на воздухе (AC) может быть улучшена с помощью режимов внутреннего отверждения, особенно для внутренняя зона. Оптимальные пропорции AAC-LWA, которые могут получить наибольшую пользу от внутреннего отверждения, находятся в диапазоне смесей от LWA20 до LWA40.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Напротив, наивысшая минутная прочность на сжатие слоя 1 (L1) также была нанесена на график относительно стандартной цилиндрической прочности на сжатие с размером класса S4 для 7 и 28 дни возраста.На рисунке 15 представлена зависимость этой минутной и стандартной прочности на сжатие образцов, отвержденных в условиях отверждения в сухом воздухе (AC), как во внешней зоне (рисунок 15 (а)), так и во внутренней зоне (рисунок 15 (б)). Как упоминалось ранее в разделе 4.4, средняя стандартная прочность на сжатие бетона AAC-LWA уменьшилась, когда количество замены AAC-LWA увеличилось с 35,1 МПа (7 дней) и 41,2 МПа (28 дней) в смесях LWA20 примерно до 26,2 МПа (7 дней). г) и 28,1 МПа (28 г) в смесях LWA60. Однако ясно видно, что смеси LWA20 и LWA40, кажется, достигают более высокой прочности, чем у бетона с нормальным заполнителем (NC).
Прочность на сжатие в минуту (как представлено в разделе 4.5) внутренней зоны явно выше, чем внешняя из-за внутреннего отверждения AAC-LWA с самым высоким значением смеси LWA20. Исследование показало, что замена от 20% до 40% AAC-LWA (LWA20 и LWA40) может быть оптимальной пропорцией для бетона AAC-LWA.
Этим можно объяснить, что эти пропорции в основном обеспечивали превосходную прочность заполнителя нормального веса, в то время как подходящее количество замены заполнителя AAC служило дополнительному количеству воды для внутреннего отверждения цементного теста.Увеличение образования C-S-H не только укрепляет бетонные матрицы, но также обеспечивает хорошее сцепление между заполнителем AAC и цементным тестом в их ITZ. Аналогичная тенденция развития прочности была обнаружена у образцов, отвержденных в условиях отверждения в воде (WC), как показано на рисунке 16. Кроме того, как упоминалось ранее, общая прочность на сжатие как мелких, так и стандартных образцов была значительно выше, чем при отверждении сухим воздухом. по мере того, как было получено достаточно воды для отверждения. Несмотря на небольшую разницу в прочности на сжатие между отверждением в воде и на воздухе, при котором запас воды рециркулированного заполнителя AAC не является необходимым для обеспечения влаги для дальнейшего процесса гидратации цемента, эффективность внешнего отверждения может быть ограничена из-за неудовлетворительного проникновения воды для затвердевания в пласт. образцы, и внутреннее отверждение затем увеличит положительный режим отверждения изнутри бетонной конструкции в реальных приложениях (например,г., огромная конструкция или бетонный элемент).
5. Выводы
По результатам исследования можно резюмировать следующие выводы.
На значения осадки повлияло количество воды. Величина осадки имела тенденцию к увеличению с увеличением замены AAC-LWA, поскольку на поверхности заполнителя была получена дополнительная вода. Однако значения расхода всех смесей были аналогичны бетону с нормальным весом (NC) и были отнесены к категории средней плотности с расходом от 50 до 60%.
Кажущаяся плотность была уменьшена, когда количество замены AAC-LWA увеличилось с 2380 кг / м 3 (NC) до примерно 2050 кг / м 3 (LWA60). Хотя минимальная плотность в этом испытании (2030 кг / м 3 в смеси LWA60) не соответствовала критериям легкого бетона, рекомендованным ACI 213R-87 при 1850 кг / м 3 , более низкое значение плотности может быть альтернативно достигается за счет увеличения доли AAC-LWA или даже использования легких мелких заполнителей (например,г., легкий песок или зольный остаток).
Стандартная прочность на сжатие цилиндрических образцов была уменьшена с увеличением доли AAC-LWA как при отверждении в сухом воздухе, так и при отверждении в воде, хотя при отверждении в воде была достигнута немного более высокая прочность на сжатие. Смешанный размер AAC-LWA (размер класса S4) обеспечивал удовлетворительную градацию и более высокую прочность, чем отдельные гранулированные заполнители (S1, S2 и S3).
Наивысшая прочность при минутном испытании на сжатие была достигнута при 3 × 3 × 3 мм.куб, расположенный в слое 1 (L1), за которым следуют слой 2 (L2) и слой 3 (L3) соответственно. Можно сделать вывод, что внутреннее отверждение с помощью AAC-LWA, очевидно, улучшает прочность бетона, обеспечивая дополнительный внутренний водный ресурс для более возможного образования C-S-H. В сочетании с минимальной и стандартной прочностью на сжатие оптимальные пропорции замены AAC-LWA находились в диапазоне от LWA20 до LWA40. Эти пропорции смеси в основном обеспечивают превосходную прочность по сравнению с заполнителем нормального веса, в то время как подходящее количество замены заполнителя AAC обеспечивает дополнительное количество воды для внутреннего отверждения цементной пасты.
Разработка AAC в качестве замены грубого заполнителя в бетоне заключается не только в использовании нежелательных промышленных отходов (переработка отходов), но и в создании новых знаний об использовании LWA в качестве внутреннего отвердителя, а также в производстве ценных вещей. добавлены изделия из легкого бетона.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Линия по производству пенобетона
Линия по производству пенобетона Оптовая торговля,
Alibaba предлагает 8 809 линий по производству газобетона.Около 96% из них — это оборудование для производства кирпича, 1% — оборудование для производства других строительных материалов и 1% — оборудование для производства плит. Широкий выбор вариантов производственной линии по производству газобетона
Линия по производству газобетона в продаже — Китай
Качественная линия по производству газобетона в продаже — вы можете найти линию по производству газобетона от самых надежных поставщиков на сайте China.cn.
Линия по производству газобетона AAC, газобетон
Alibaba предлагает 4662 линии по производству газобетона AAC.Около 1% из них — это другое оборудование для производства строительных материалов, 1% — другое оборудование для машиностроения. Вам доступен широкий выбор линий по производству газобетона aac, например бесплатные образцы.
Линия по производству газобетона на продажу из Китая
Участок по производству газобетона и вспомогательное оборудование Цена FOB: 4500000 долларов США / компл. Мин. Заказ: 1 комплект; Линия по производству песчаного газобетона Цена на условиях FOB: 12121 долл. США / комплект Мин. Заказ: 1 комплект; Линия по производству автоклавного газобетона (AAC) FOB Цена: 100 долларов США.000 / шт Мин. Заказ: 1 шт. Автоматическая разливочно-смесительная машина
Линия по производству газобетона нового продукта
Линия по производству качественного газобетона — найти качество Новый продукт, другое оборудование для пищевой промышленности Новый продукт от Qingdao COMEQ International Trade Co., Ltd. из Китая Поставщики — 145656896.
Линия по производству автоклавного пенобетона (AAC) —
Линия по производству автоклавного газобетона AAC Завод AAC, используемый для производства продуктов из AAC.Инструкция по эксплуатации: Односменное производство может быть реализовано при сдельном производстве на предприятии, но при этом необходимо продлить рабочее время и увеличить количество сменных рабочих, а также обеспечить надлежащую охрану труда.
Линия по производству автоклавного пенобетона aacplant
Линия по производству газобетона с воздушным инвертором. На заводе AAC внедрена технология воздушно-инвертированной резки — новая исследовательская группа по резке пенобетона. Кирпич из армированного бетона (светлый кирпич) — легкий и пористый строительный материал.Он имеет легкий …
Производство автоклавного газобетона Masa Group
2020-11-12 Газобетон изготавливается из сырья: кварцевый песок, известь, цемент, гипс (ангидрит), алюминиевый порошок или паста и вода. . В шаровой мельнице с мокрым покрытием (01) сырой песок перерабатывается в песчаную суспензию, которая хранится в резервуарах для песчаной суспензии. Затем песчаная суспензия вместе с другим сырьем транспортируется на дозирующую и смесительную установку Masa (02).
Линия по производству газобетонных блоков из автоклавного газобетона…
Разница между блоками из автоклавного пенобетона и обычными блоками → Линия по производству блоков из автоклавного газобетона AAC Опубликовано 七月 22, 2011 by aacplant
Линия по производству газобетона — На главную Facebook
Линия по производству пенобетона. 28 августа 2014 г. aacmanufacturer / Product / 2840
.html. Газобетонные изделия в зарубежных странах и теперь имеют почти столетнюю историю, строительная промышленность стала опорной отраслью Китая внедрение технологии также почти четыре десятилетия истории, ее…Линия по производству пенобетона для производства нового продукта
Линия по производству качественного газобетона — найти качество Новый продукт, Другое оборудование для пищевой промышленности Новый продукт от Qingdao COMEQ International Trade Co., Ltd. Китайских поставщиков — 145656896.
Ячеистый бетон производственная линия на продажу из Китая
Секция для производства пенобетона и вспомогательное оборудование Цена FOB: 4500000 долларов США / компл. Мин. Заказ: 1 комплект; Линия по производству песчаного газобетона Цена на условиях FOB: 12121 долл. США / комплект Мин.Заказ: 1 комплект; Линия по производству автоклавного газобетона (AAC) Цена на условиях FOB: 100000 долларов США / шт. Заказ: 1 шт. Автоматическая разливочно-смесительная машина
L.L.C. TPC INNTECHGROUP — газобетон
L.L.C. TPC INNTECHGROUP, Эксперты в области производства и экспорта газобетона, смесителя и еще 12 продуктов. Поставщик на Alibaba.
Производство высококачественного газобетона в автоклаве
Купить Линия для производства газобетона в автоклаве от линии для производства газобетона в автоклаве поставщик, высококачественная линия для производства газобетона в автоклаве Машина для производства блоков AAC производства aacproductionline.
Автоклавный газобетон и производство
Автоклавный газобетон (сокращенно AAC) — это экологически чистый, энергосберегающий сборный строительный материал, который присутствует на мировом рынке более 70 лет. Он изготавливается из природного сырья, такого как вода, хвосты кварцевого песка, извести, цемента и небольшого количества алюминиевой пудры.
Линия по производству автоклавного пенобетона aacplant
Линия по производству газобетона в автоклаве Zhengzhou Dearye Heavy Machinery — производитель заводов по производству блоков AAC старой марки, новейший завод AAC — завод по производству газобетона с автоклавированием DYKF, газобетон DEARYE с воздушным инвертированием…
20.03.2020 Завод по производству газобетона. Кыргызстан, Джалал
Ознакомившись с предложениями компании «Сибирские строительные технологии» и посетив действующую производственную площадку, «Жылуу-Блок» принял решение о покупке линии по производству пенобетона производительностью 50 кубометров в смену. Линия была поставлена в кратчайшие сроки, и
Линия по производству газобетонных блоков из автоклавного бетона …
Разница между блоками из газобетона в автоклаве и обычными блоками → Линия по производству газобетонных блоков из автоклавного газобетона Опубликовано 22, 2011 г. aacplant
Производство газобетона в автоклаве Masa Group
2020-11-12 Производство изделий из газобетона в автоклаве требует высоких стандартов в отношении смешивания и дозирования заполнителей, контроля процесса ферментации и контроля каждого этапа производства.Установки газобетона Masa — это проверенные передовые технологические процессы, разработанные в соответствии с конкретными требованиями клиентов. Такой подход позволяет получить комплексные решения для оборудования для производства газобетона
золы-уноса —
Оборудование для производства газобетоназолы-уноса. Оборудование для производства газобетона летучей золы. Линия по производству блоков песчаной золы-уноса Hongfa AAC позволяет реализовать процесс гидротермального измельчения в шаровой мельнице и улучшить стабильность золы-уноса и строительного раствора.Он может реализовать смешанное измельчение для подготовки цементирующего материала и эффективно улучшить стабильность разливки, чтобы обеспечить его высокий уровень…
Линия по производству нового продукта из пенобетона
Линия по производству качественного газобетона — найти качество Новый продукт, Другое оборудование для пищевой промышленности Новый продукт от Qingdao COMEQ International Trade Co., Ltd. из Китая Поставщики — 145656896.
L.L.C. TPC INNTECHGROUP — газобетон
L.L.C. TPC INNTECHGROUP, Эксперты в области производства и экспорта газобетона, смесителя и еще 12 продуктов. Поставщик на Alibaba.
Китай Линия по производству пенобетона — Китай AAC
Китай Линия по производству пенобетона, Подробная информация о машине по производству блоков AAC в Китае, Машина для производства блоков AAC для изготовления блоков из линии по производству газобетона —
Линия по производству газобетона в автоклаве на продажу
Линия по производству газобетона 220V 380V, автоклавированная AAC панели извести Цена: договорная Мин.Заказ: 1 комплект; Автоклавирование бетонных полых блоков делая машину 220V 380V 250000m3 Цена FOB: Договорная Мин. Заказ: 1 комплект; Линия по производству газобетона в автоклаве
Производство высококачественного газобетона в автоклаве
Купить Линия по производству газобетона в автоклаве от Линии по производству газобетона в автоклаве Поставщик, высококачественная линия по производству газобетона в автоклаве Машина для производства блоков AAC от производственной линии.
Оборудование для газобетона / Автоклав с газобетоном
Оборудование для производства газобетона высокого качества / Линия по производству газобетонных блоков в автоклаве / Завод по производству газобетона в автоклаве — найти качество Новый продукт, Другие горнодобывающие машины Новый продукт от Mr.Fu of China Suppliers — 151228962.
China Ball Mill — Китай Шаровая мельница, пенобетон …
China Ball Mill, Узнайте подробности о китайской шаровой мельнице, производственной линии по производству пенобетона от шаровой мельницы — Zhengzhou Deyi Heavy Machine Manufacturing Co. , Ltd.
Оптовая производство газобетона в автоклаве
Линия по производству газобетона в автоклаве [13] Автоматическое гидравлическое оборудование для производства кирпича [17] Zhengzhou Dearye Heavy Industry Machine Manufacturing Co., Ltd. Свяжитесь сейчас. Линия по производству автоклавного газобетона, автоматическая гидравлическая машина для производства кирпича и. Линия по производству блоков AAC из летучей золы под маркой DEYI …
Линия по производству газобетона в автоклаве, автоклавирование …
Линия по производству газобетонных блоков в автоклаве/ машина для производства блоков из зольной пыли Zhengzhou Yufeng Heavy Machinery Co., Ltd. (Мин. Заказ) Основание несет сбоку и сначала разрезает и фрезерует желоб по вертикали b. Режущая машина приводится в действие двигателем и движется, чтобы остановиться, завершает резку вертикально, фрезерует желоб, выравнивает до резки…
Производство автоклавного газобетона Masa Group
2020-11-12 Производство автоклавного газобетона требует высоких стандартов в отношении смешивания и дозирования заполнителей, контроля процесса ферментации и контроля каждого этапа производства. Установки газобетона Masa — это проверенные передовые технологические процессы, разработанные в соответствии с конкретными требованиями клиентов. Такой подход позволяет реализовать комплексные решения
Оборудование для неавтоклавного газобетона
Производственная компания «ОПК» с 1998 года специализируется на проектировании и производстве технологичного оборудования средней мощности для производства автоклавного и неавтоклавного бетона.
Incorporated Industrial Company — это компания профессионалов высокого класса, специализирующаяся в области проектирования и производства высокотехнологичного оборудования в различных отраслях промышленности. Многолетний практический опыт и высококвалифицированные специалисты позволяют нашей компании успешно реализовывать проекты любого уровня технической сложности, независимо от объема бюджета и географического расположения.
Основными направлениями деятельности компании ОПК являются:
- Среднеэнергетическое оборудование для производства автоклавного газобетона .
- Среднеэнергетическое оборудование для производства неавтоклавного газобетона .
Все агрегаты, поставляемые нашим клиентам, проходят опытно-промышленную эксплуатацию на действующем заводе.
Оборудование для неавтоклавного и автоклавного газобетона от компании ОПК соответствует мировым стандартам качества.
Технические характеристики продукции по нашей технологии отражены в ряде сертификатов Российской Федерации.
Мы гордимся тем, что на протяжении многих лет производство неавтоклавных и автоклавных газобетонных блоков на наших автоматизированных линиях успешно внедряется в России, странах СНГ и во всем мире.
Высококвалифицированные специалисты с большим опытом работы проведут шеф-монтаж и ввод оборудования в эксплуатацию, проведут инструктаж технических специалистов предприятия-потребителя, осуществят гарантийное и послегарантийное обслуживание.
На все интересующие Вас вопросы по закупке, доставке, монтажу и эксплуатации оборудования для газобетона и пенобетона ответят специалисты компании:
Телефон: +7 (910) 910-70-09
Телефон / факс +7 (4842) 70-02-52
Е-mail: opkinfo @ mail.ru
Технологическая схема производства автоклавного газобетона aac
Автоклавный газобетон (Автоклавный газобетон) может производиться разными процессами в зависимости от вида сырья, качества и технологических характеристик основного оборудования. Процесс делится на подготовку сырья, обработку стали, сборку стальной сетки, дозирование, разливку, статическую остановку, резку, обслуживание в автоклаве, чайник и другие процессы.
1. Подготовка сырьяПри производстве ячеистого бетона кремниевые материалы, такие как песок и летучая зола, в первую очередь измельчаются. Согласно требованиям к сырью и технологическим характеристикам одни измельчаются в порошок путем сухого измельчения, другие измельчаются путем мокрого измельчения и варки с добавлением воды, а некоторые смешиваются с известью. Существует два способа перемешивания мельницы: один — сухой. мельница для приготовления цементного материала; мельница для мокрого помола с водой, в основном для улучшения характеристик летучей золы или песка, известная как гидротермальная шаровая мельница.Большая часть закупаемой извести имеет комковатую форму, поэтому известь также необходимо измельчить и перемолоть. Гипс обычно не измельчают по отдельности, не смешивают с измельченной летучей золой или с мелко измельченной известью, а также с помощью известкового колеса с шаровой мельницей. также часто подготавливаются и используются вспомогательные материалы и химические вещества. Процесс подготовки сырья — это процесс подготовки ингредиентов, повторная обработка сырья для соответствия технологическим требованиям и процесс гомогенизации хранения до завершения ингредиентов.Это самое базовое технологическое звено, которое напрямую влияет на бесперебойный ход всего производства и качество продукции, отвечающей требованиям.
2 . Обработка стальной арматуры
Обработка арматуры — это особый процесс производства плит из газобетона, включающий удаление ржавчины, правку, резку, сварку, подготовку покрытия, пропитку покрытия и сушку арматуры. Армирование является конструкционным материалом для производства плит из газобетона.Управление процессом не только влияет на качество продукции, но и напрямую влияет на конструктивные характеристики и безопасность зданий.
3. Узел проволочной сетки
Процесс сборки стальной сетки состоит в том, чтобы собрать антикоррозионную стальную сетку в соответствии с размером и относительным положением, требуемым процессом, а затем поместить ее в форму и зафиксировать для заливки.
4.B точка
Дозирование — это подготовка и хранение всех видов сырья, которое будет использоваться для измерения, регулировки температуры и концентрации, а также небольшого количества примеси для подготовки к измерениям на месте, а затем, в соответствии с техническими требованиями, по очереди подавать в перемешивающее оборудование .Дозирование является ключевым звеном в процессе производства газобетона, которое относится к соотношению каждого активного компонента в сырье, пригодности текучести и вязкости суспензии для газообразования алюминиевого порошка и нормального твердения заготовки и т. Д. Одним словом, он самым непосредственным образом влияет на расширение газа, процесс затвердевания и характеристики продукта.
5 . Заливка
Процесс заливки — один из уникальных процессов производства газобетона, который отличает его от других видов бетона.Процесс заливки заключается в смешивании материалов, загружаемых в смеситель после того, как предыдущий процесс дозирования был измерен и отрегулирован по мере необходимости, чтобы получить суспензию, которая соответствует требованиям времени, температуры и консистенции, предусмотренным в процессе, а затем вылить в форму На этом этапе, если производственная плита перед входом в камеру предварительного разведения, литейная линия поместит клетку из стальной сетки в формовочную коробку. Суспензия в форме через серию физических и химических реакций, пузырьков , расширение суспензии, сгущение, упрочнение.Процесс заливки является важным процессом для формирования хорошей пористой структуры, которая вместе с процессом дозирования составляет основу процесса производства газобетона.
6 . S татический упор
Процесс статической остановки в основном предназначен для того, чтобы суспензия после заливки продолжала завершать процесс сгущения и затвердевания. Фактически, этот процесс начинается с заливки суспензии в форму, включая два процесса расширения газа и отверждения корпуса, чтобы суспензия превратилась в готовый газ для формирования корпуса и заставила корпус достичь определенной прочности для резки.У этого процесса не слишком много операций, следует избегать вибрации, в то же время строго обращать внимание на изменение суспензии во время процесса газообразования и обратную связь с процессом дозирования и разливки, потому что основными дефектами тела заготовки являются производимые в этом процессе, такие как схлопывание формы, растрескивание заготовки, задержка дыхания и так далее.
7. резка
Процедура резки состоит в том, чтобы сегментировать тело заготовки из газобетона и обработать ее форму, чтобы она соответствовала требованиям к внешнему виду.Технология резки отражает характеристики газобетона, который удобен для формовки больших объемов, гибкости и разнообразных размеров и крупномасштабного механизированного производства, а также является заметным преимуществом газобетона, который отличается от другого бетона. или вручную. Для повышения эффективности производства и качества продукции были разработаны специальные станки для резки, которые составляют основу процесса производства газобетона, а также сформированы различные патентные технологии.От процесса резки напрямую зависит внешний вид и некоторые внутренние качества газобетонных изделий.
8 . A в утоклаве отверждение
Процесс отверждения в автоклаве заключается в отверждении газобетонной заготовки под высоким давлением паром. Для газобетона только после определенной температуры и достаточного времени отверждения тело заготовки может завершить необходимые физические и химические изменения, чтобы обеспечить прочность и удовлетворить потребности строительства.Этот процесс обычно проводят при температуре выше 174,5 ℃. Поэтому автоклав с хорошей герметичностью обычно нагревается насыщенным паром с определенным давлением, так что корпус-заготовка может полностью завершить реакцию гидратации в условиях высокой температуры и влажности и получить необходимые новые минералы, так что пенобетон имеет определенная прочность и другие физико-механические свойства. Процесс отверждения в автоклаве определяет окончательное формирование внутренних характеристик газобетона.
9.O ут автоклава
Выход из автоклава — это последний процесс производства ячеистого бетона. Включая продукты из автоклава, подъем, осмотр, упаковку и автомобиль, масло для очистки днища, чтобы обеспечить рынок для предоставления качественных продуктов и следующего производственного цикла обычного процесса .С учетом требований рынка к внешнему виду продукта и управлению городским хозяйством, все больше и больше заводов по производству пенобетона начали упаковывать продукты из пенобетона, и соответствующая упаковка также была закреплена от простой упаковки до дополнительного упаковочного оборудования с использованием упаковки из термопласта.
Sinopower Industries Group Limited может поставить линию по производству автоклавного газобетона AAC. Добро пожаловать, чтобы связаться с нами! Приглашаем посетить наш завод и рабочую площадку.
Электронная почта: [email protected]
Веб-сайт: www.build-machine.com
Tiktok: sinopowerbuildmachine
Официальный аккаунт WeChat : sinopowercn
Время публикации: Aug-06-2020
Технология производства, особенности применения в монолитном строительстве, неразрушающий метод контроля прочности на сжатие
РЕФЕРАТ Широкое использование ячеистого бетона в строительстве и поиск наиболее эффективных способов возведения строительных конструкций заставляют еще раз взглянуть на возможность модернизации существующей технологии неавтоклавного пенобетона.Наличие на белорусских промышленных предприятиях минеральных отходов, которые потребуют утилизации, полезно, обеспечивает доступ к доступным строительным материалам, которые могут помочь улучшить качество и снизить стоимость производства неавтоклавного газобетона за счет снижения расхода цемента. -автоклавные газобетоны производятся в основном на цементном вяжущем. Это позволяет использовать для их производства инертный наполнитель, который непосредственно не участвует в процессе твердения ячеистого бетона.Мельчайшие фракции отсевов гранита ОАО «Гранит», представляющие собой отходы дробления гранитных пород, показали хорошую применимость в производстве ячеистого бетона. Этот сыпучий материал был успешно введен в качестве наполнителя в состав неавтоклавной ячеистой бетонной смеси, в результате чего был получен широкий спектр ячеистых бетонов различной плотности и прочности. В статье представлено описание технологии получения неавтоклавного газобетона на инертном наполнителе из щебня гранитного камня и результаты ее лабораторных испытаний.Показано, что данная технология позволяет получать неавтоклавный газобетон в более широком диапазоне плотности и прочности на сжатие. Направления его применения в строительной отрасли. Есть некоторые особенности использования бетонных смесей, изготовленных по данной технологии, в монолитном строительстве. Описан новый метод определения прочности газобетона на сжатие неразрушающим методом, представлено устройство для его реализации. Отличительная особенность этого метода — высокая точность, надежность и независимость от дополнительных источников электроэнергии.Ключевые слова: неавтоклавный газобетон, гранитоидный микрозаполнитель, микрокремнезем, новый метод неразрушающего контроля прочности на сжатие.
Для цитирования: Самуилов Ю. Неавтоклавный газобетон: технология производства, особенности применения в монолитном строительстве, неразрушающий метод контроля прочности на сжатие. В кн .: Современные проблемы бетона и железобетона: Сборник научных трудов. Минск. Институт БелНИИС.Vol. 8. 2016. С. 225–240. https://doi.org/10.23746/2016-8-13
Полный текст на русском языке:
Литература:
- СТБ1570–2005. Бетоны ячеистые. Газобетон. Технические условия. Технические условия. Минск: Минстройархитектуры, 2005. 15 с. (рус)
- ГОСТ 10180–2012. Бетони. Методы определения прочности по контрольным образцам. Методы определения прочности контрольных образцов.М .: Стандартинформ, 2013. 36 с. (рус)
- ГОСТ12730.2–78. Бетони. Метод определения влажности. Метод определения влажности. М .: Стандартинформ, 2007. 4 с. (рус)
- ГОСТ 12730.1–78. Бетони. Метод определения плотности. Методы определения плотности. М .: Стандартинформ, 2007. 5 с. (рус)
- СТБ1618–2006. Материалы и изделия строительные. Метод определения теплопроводности пристационарном тепловом режиме.Метод определения теплопроводности при стационарном тепловом режиме. Минск: Минстройархитектуры, 2005. 16 с. (рус)
- ГОСТ 18105–2010. Бетон.Правила контроля и оценки прочности. М .: Стандартинформ, 2012. 16 с. (рус)
- СТБ2264–2012. Испытание бетона.Неразрушающий контроль прочности. Минск: Минстройархитектуры, 2012. 22с. (рус)
ISSN 2076-6033
Экологичный легкий бетон — технология будущего
Сегодня в мире существует два типа технологии легкого бетона: автоклавный газобетон (AAC) и ячеистый легкий бетон (CLC).Обе эти технологии основаны на принципе помещения пузырьков воздуха в строительный раствор для снижения веса и улучшения качества продукта. Разница между автоклавным газобетоном и газобетоном заключается в режиме вспенивания.
Автоклавный газобетон, также известный под кратким названием — AAC, был изобретен в Европе в 20-х годах прошлого века для удовлетворения потребностей промышленности, связанной с сооружениями для военных захоронений. Легкий сборный строительный материал, который можно производить в больших масштабах, оказался идеальным решением за это время.Сырье для AAC обычно включает кварцевый песок (мелкоизмельченный), известь, гипс, цемент, воду и алюминиевый порошок. Типичный аэрозоль представляет собой алюминиевый порошок, используемый примерно 0,39 кг для плотности 600 кг / м3.
После смешивания сырья происходят химические реакции. Сначала алюминиевый порошок вступает в реакцию с Ca (OH) 2 и водой. Результатом этой реакции является образование газа h3, который действует как пенообразователь смешанного газа. В зоне реакции выделяется все больше и больше газа, в результате чего объем смеси постепенно увеличивается.Наконец, объем партии может увеличиваться до 5 раз в зависимости от количества добавляемого алюминиевого порошка. Эта стадия производственного процесса заканчивается тем, что h3 замещается пустотой по мере его выхода в атмосферу.
Вторая реакция произошла позже в этом процессе. После перемешивания материала и достижения объема он становится твердым и разрезается на блоки с помощью кусачки. Затем его помещают в автоклав, где происходит вторая реакция.Под воздействием температуры и высокого давления внутри емкости для Ca (OH) 2 она вступает в реакцию с кварцевым песком с образованием гидрата кремнезема кальция, который представляет собой высокопрочную твердую кристаллическую структуру. Этот процесс может занять до 12 часов, в течение которых давление может достигать 12 бар, а температура всегда достигает 1800 0C. По истечении этого времени материал готов к использованию.
Характеристики продукта:
- обычно белый,
- плотность от 400-800 кг / м3,
- Прочность на сжатие 4-6 Н / мм2,
- водопоглощение 30-35%,
Ячеистый бетон был изобретен в Европе в 1960-х годах. Это довольно простая и гибкая технология, которую можно производить где угодно с любым, кому требуются только пенообразователи, цемент и песок.воды достаточно. Поэтому он широко используется по всему миру во многих различных приложениях. Технология производства пенобетона существенно отличается от технологии производства пенобетона.
Самым важным ингредиентом является пена, от которой зависит стоимость производства материала. Тип пены, необходимый для производства популярного сегодня пенобетона, представляет собой раствор двух типов:
- Первый тип — это тип животного белка, который является экологически чистым. Из 1 литра материала можно получить около 500 литров пены, этот тип продукта имеет высокую прочность на сжатие, подходящую для производства легкого кирпича.
- Второй тип — синтетический, этот тип имеет более высокую эффективность пенообразования, из 1 литра материала получается до 800 литров пены, но этот тип дает продукт с высокой прочностью на сжатие, который не только подходит. производить более 1200 кг / м3
Пенообразователь смешивается с водой в количестве от 2,5% до 3% и подается в пенообразователь для создания мыльной пены, имеющей плотность около 50-80 г / литр или, другими словами, 50-80 кг / м3.Когда цемент, песок, вода и пена смешиваются в специализированном миксере, получается легкая, сильно разбавленная смесь, а затем продукт формируется.
Главное преимущество пенобетона в том, что он не требует большого дорогостоящего оборудования для производственных процессов. Фактически, он часто производится непосредственно на строительной площадке с использованием относительно простого оборудования, в то время как AAC может производиться только на стационарных строительных машинах (изготовленных на заводе). .
Характеристики продукта:
- обычно серого цвета из-за высокого содержания цемента, d
- плотность 600-1000 кг / м3,
- прочность на сжатие по стандарту 20-35 Н / мм2
- 10 видов экологически чистых строительных материалов, которые лучше, чем бетон
- 15 Зеленые строительные материалы в устойчивом строительстве
- Экологичные строительные материалы, популярные во всем мире