Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций.
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс.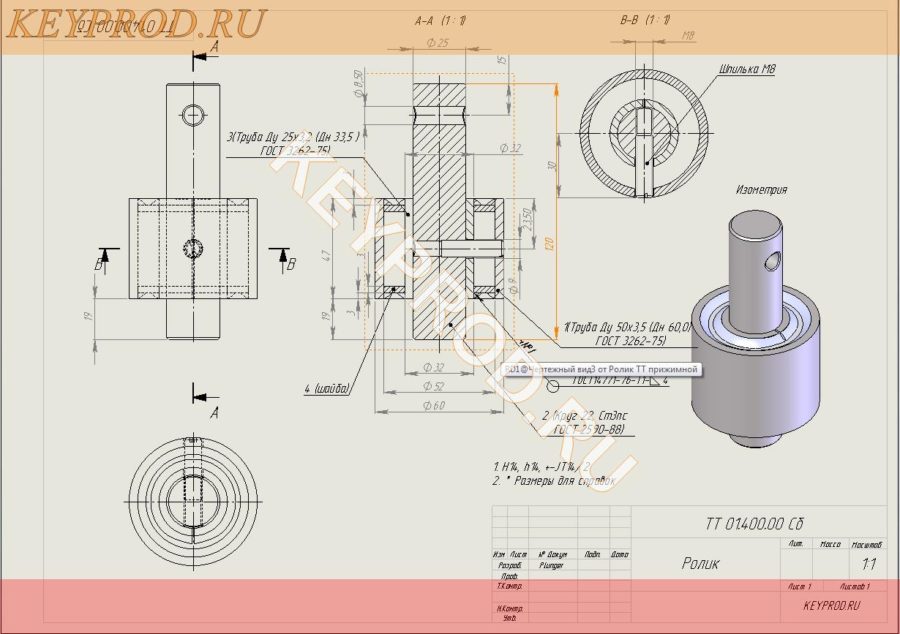
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.
 Именно за счет такой ручки создается требуемое крутящее усилие.
Именно за счет такой ручки создается требуемое крутящее усилие.Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
 В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.
Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.

В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
 Эта схема ручного трубогиба применяется на протяжении многих лет.
Эта схема ручного трубогиба применяется на протяжении многих лет. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
 В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.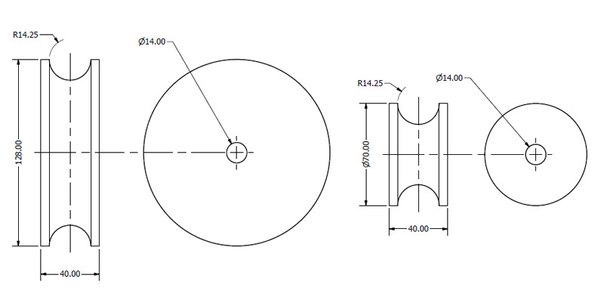 Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.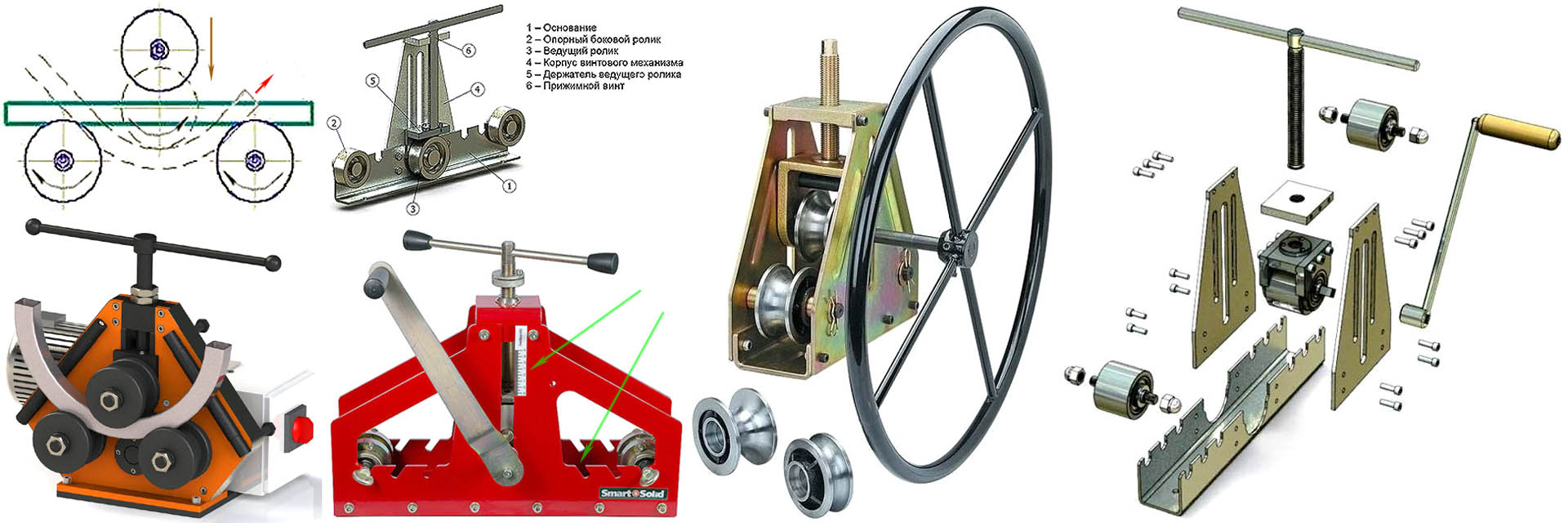
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.

Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.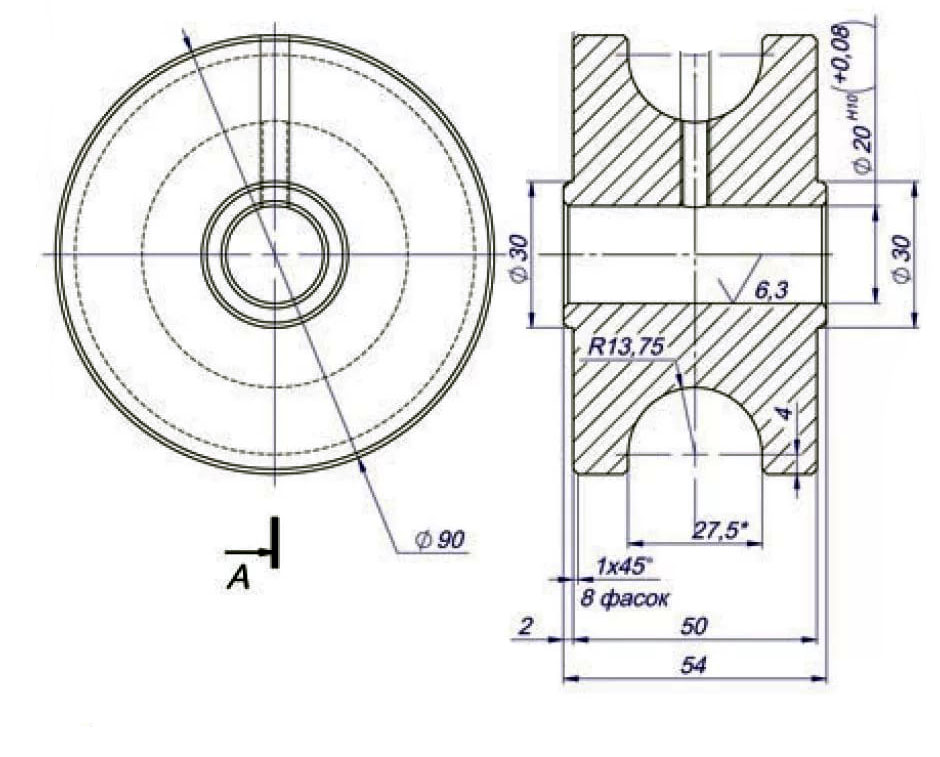
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
 Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
 Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.
Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
самодельный ручной станок по чертежам
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
ТрубогибСложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогибаЧтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валуТрубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
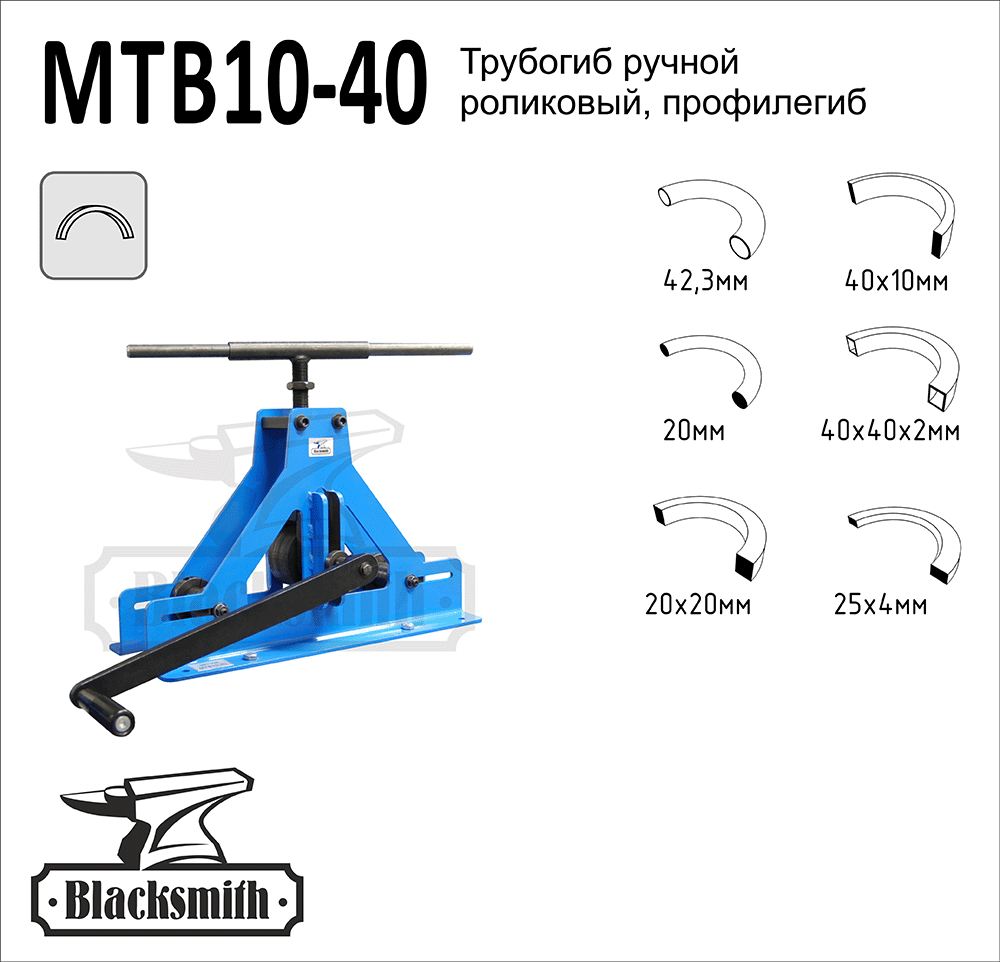
Трубогиб с подвижной частью станиныДля изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
- Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
- С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУИзгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дереваТонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
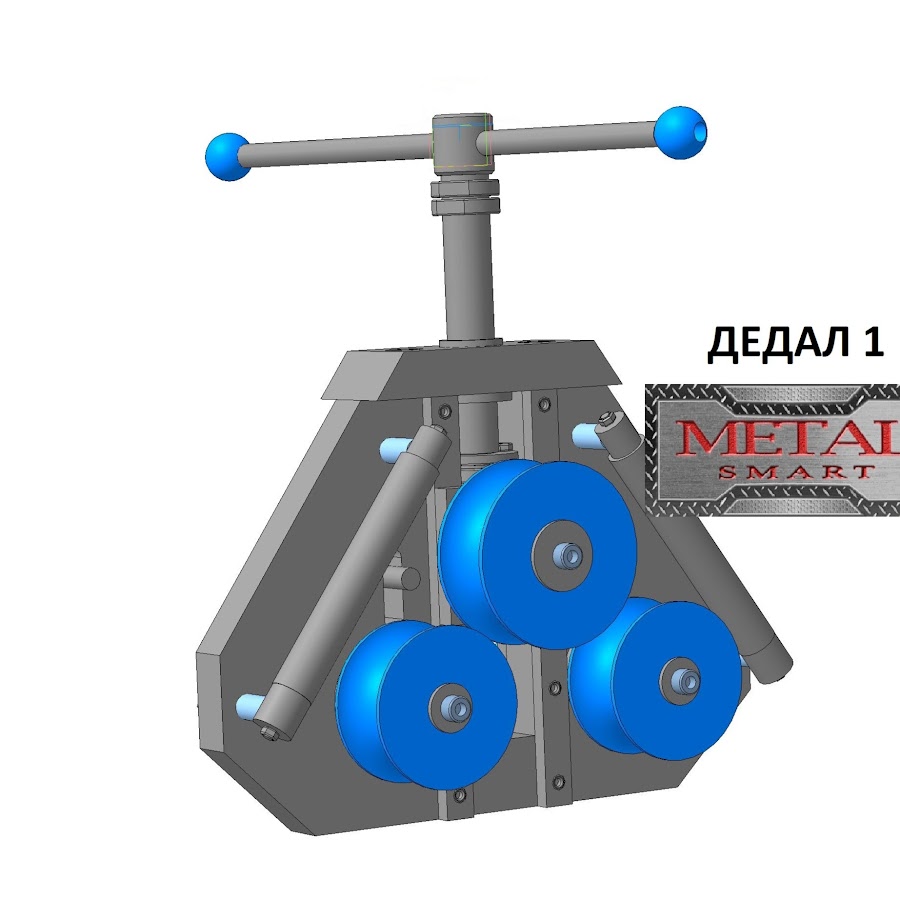
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
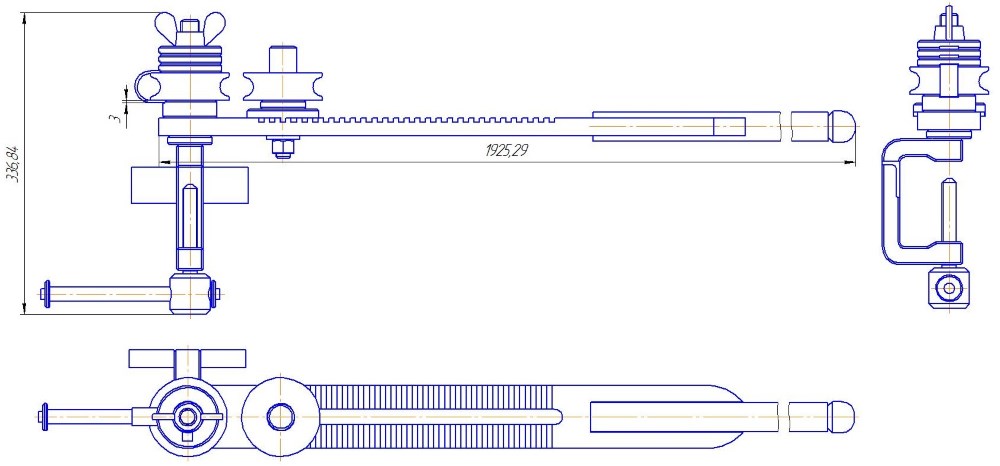
Чертеж и общий вид ручного инструмента*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станокЧтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубыДля тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
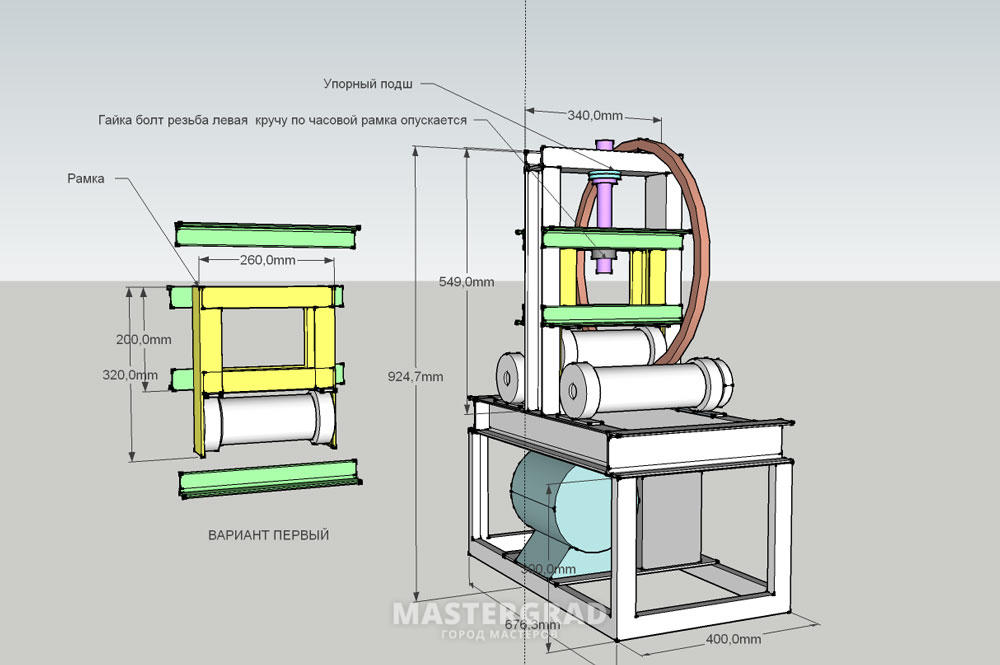
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Простой трубогиб для профильной трубы своими руками
Самодельный станок трубогиб для гибки профильной трубы, подробные фото по изготовлению станка.
Конструкция данного трубогиба, достаточно проста в изготовлении, правда понадобится выточить некоторые детали, но их можно заказать у токаря. Процесс изготовления самодельного станка, подробно показан на этих фото, а в конце статьи, также имеется видео, где показан трубогиб в работе.
Для изготовления станка, использованы уголки 60 х 40 и 35 х 35, а также прочий металлолом.
Для начала автор изготавливает основание. Для этого, он берет два уголка 60 х 40 мм и сваривает их между собой. Далее от уголка размером 35 х 35 мм, отрезаем, заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Теперь нужно изготовить платформу для крутящего валика. На нее пошли два уголка 60 х 60 мм, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Следующий этап: изготовление опор под валики и подшипники. Из профильной трубы 20 х 40 мм вырезаются заготовки. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук.
Опоры привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
Следующий шаг изготовление креплений, они необходимы для жесткого крепления станка к поверхности стола, чтобы при работе он был устойчив.
Покраска и сборка.
Самодельный трубогиб, удачно прошёл испытания, согнутая профильная труба получилась равномерной без изгибов.
В этом видео, автор показывает свой самодельный станок:
Автор самоделки: Юрий Сербин.
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится. Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции. Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
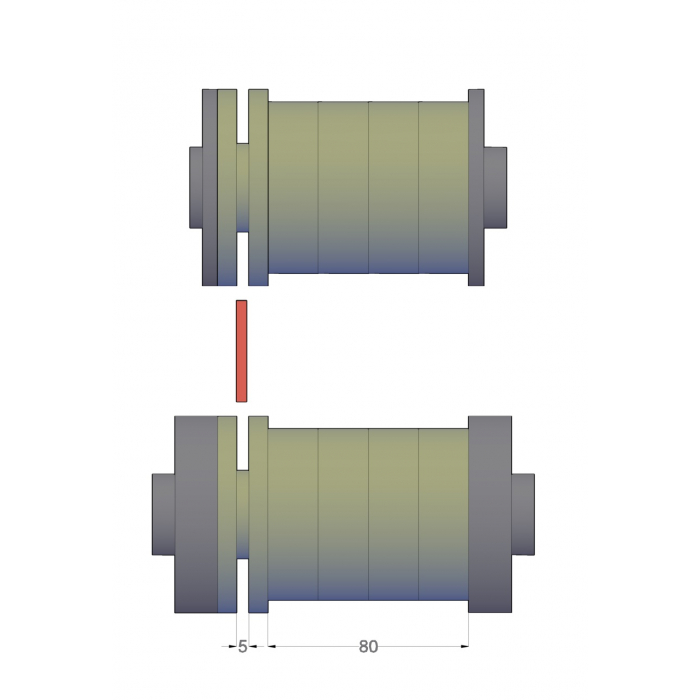
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка… ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕТрубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Рычажный трубогиб для профиля
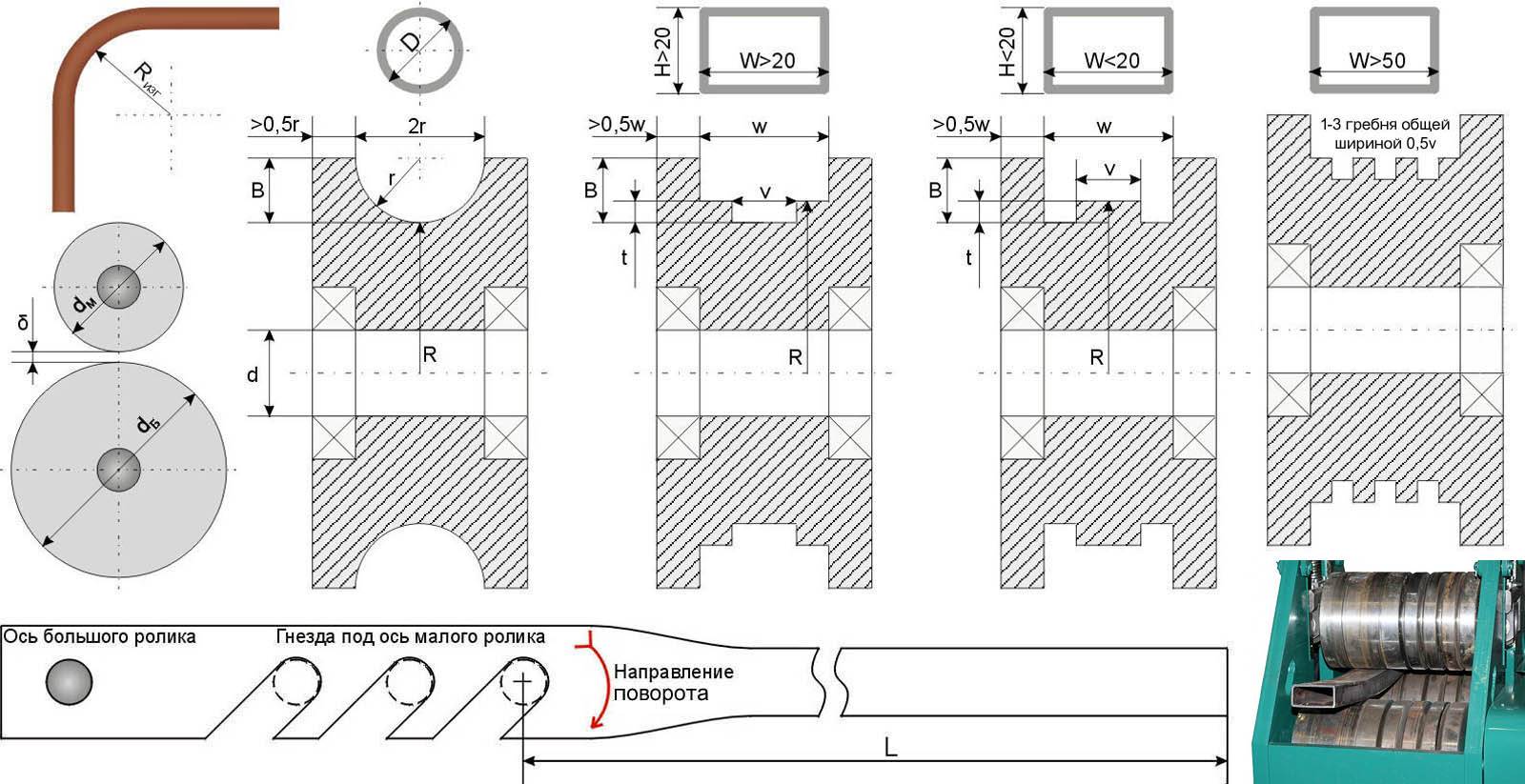
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
About sposport
View all posts by sposport
Ротационные вытяжные машины | Трубогибы
Ручной трубогиб от Baleigh Industrial обеспечивает точных результатов по невысокой цене — отличный вариант для любителей и магазинов, изготавливающих единичные детали. Вы получите преимущества нашего передового дизайна и качественных материалов , не тратя больше на производственный гибочный станок.
Почему стоит покупать ручной трубогиб от Baileigh?
- Эффективная конструкция без штифта — Изогните трубку на 180 ° без необходимости перемещать фиксирующие штифты.Ваш магазин сэкономит время, так как вам не придется останавливаться и повторно приколоть матрицу.
- Конструкция из стали или чугуна — Наши ручные гибочные станки изготавливаются из прочных материалов, поэтому они служат долго и остаются точными.
- Пожизненная техническая поддержка по телефону — Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Мы производим 2 вида ручных трубогибов:
- Простые ручные гибочные станки , такие как RBD-10 и RDB-25 — эти модели позволяют изгибать трубки и трубы небольшого диаметра.Они поставляются с несколькими наборами штампов.
- Гибочные станки с храповым механизмом , такие как RBD-50 и RDB-100 — эти модели могут выполнять гибку большей грузоподъемности. Длинная ручка дает вам возможность сгибать материал без напряжения.
325 долларов.00 $
В наличии
- Диаметр круглой трубы 7/8 «
- Емкость квадратной трубы 1 дюйм
- .047 «толщина стенки
- Включает 8 штампов для круглых и квадратных труб
940 долларов.00 $
Позвоните, чтобы узнать о доступности
- Ручной трубогиб для гидравлических линий
- Изгибы до 180 °
- Включает 10 комплектов штампов, наружный диаметр от 1/4 «до 5/8»
1334 доллара.00 $
В наличии
- Трехскоростной трубогиб с ручным управлением.
- Изгиб до 200 °.
- 2.Емкость трубки 5 дюймов из мягкой стали и трубки 2 дюйма из хромомолибдена.
2570 долларов.00 $
Позвоните, чтобы узнать о доступности
- Ручной ротационный трубогиб и трубогиб
- Диаметр трубки 1,75 дюйма
- Диаметр трубы из низкоуглеродистой стали 1 дюйм, сортамент 40
- Максимум 10.5 «CLR
Ручной трубогиб RDB-050 | Бейли Бендер
Нужен доступный, но мощный гибочный станок с производительностью , достаточной почти для любого цеха по изготовлению шасси ? Запатентованный компанией Baileigh ручной трубогиб RDB-050 является революционным по функциям, производительности и эффективности.
- Отборы до 2.Низкоуглеродистая сталь с внешним диаметром 5 дюймов и толщиной стенки 0,120 дюйма и хромомолибденом с наружным диаметром 2 дюйма и толщиной стенки 0,120 дюйма.
- Выберите из 3 скорости гибки , в зависимости от типа материала, внешнего диаметра и толщины стенки, до соответствующей скорости для каждого применения.
- Скорость 1 обеспечивает 4 ° за одно усилие. Эта скорость имеет наибольший крутящий момент, подходящий для гибки хромомолибденовой стали с внешним диаметром 2 дюйма или низкоуглеродистой стали с внешним диаметром 2,5 дюйма.
- Скорость 2 обеспечивает 8 ° за тягу для промежуточных материалов.
- Скорость 3 обеспечивает 12 ° за одно вытягивание для материалов меньшей толщины.
- Изгиб до 200 ° за один выстрел без остановки и перезапуска станка.
- Механизм предотвращения пружинения удерживает каждый изгиб на месте, пока оператор движется вперед.
- Сборка или разборка не требуется для выполнения изгиба.
- Во всех шарнирах используются втулки из алюминиевой бронзы и упорные шайбы для увеличения срока службы машины.
- Быстроразъемные вставки для крючков помогают, когда вы переключаете машину на трубки другого размера. Вы можете выполнить полное переключение за 1 минуту или меньше .
- Просто подойдите к машине, вставьте трубку во вставку крюка и начните сгибать. Когда изгиб будет завершен, верните тренажер в исходное положение, вытяните изгиб — и все готово.
- Поставляется в комплекте с подставкой, поворотной ручкой и шкалой градуса .Просто добавьте инструменты, и вы готовы изгибать трубу.
Добавьте этот ручной трубогиб сегодня в корзину!
Если вам нравится RDB-050, вам также может понравиться ручной трубогиб RDB-100.
Позвоните нам по телефону 1-920-684-4990 , чтобы поговорить с представителем службы поддержки клиентов или , заполните нашу контактную форму .
Патент США № 8,171,765
Образец списка инструментов
Самодельные трубогибы — самодельные инструменты.нетто
427854273942738427374273643802431834116840225395022285810361
Новейшие сообщения на форуме
- Почему бритвы тускнеют — видео от mklotz, 2021-06-14 13:43:49
- Пилот 1932 года вылезает из самолета, чтобы проверить автопилот — GIF от Jon, 2021-06-14 13:37:59
- Качественные черно-белые фотографии больших старых машин и инструментов от markbug на 2021-06-14 13:27:09
- Гибка и формовка стальных труб — гифки от stillldoinit on 2021-06-14 13:06:47
- 4-я ось для фрезерного станка от markgyver на 2021-06-14 12:20:39
- Точилка для инструментов в стиле TipLap от Toolmaker51, 2021-06-14 11:44:04
- Привод задней бабки — видео от Toolmaker51, 2021-06-14 11:38:47
- ИЗГОТОВЛЕНИЕ ШЛИФОВАЛЬНОЙ НАСТРОЙКИ !! автор WmRMeyers, 2021-06-14 11:32:31
- Демпфирование мешков с песком от WmRMeyers на 2021-06-14 11:28:28
- Модели из инстаграм — гифки от mdhatter3 на 2021-06-14 10:43:48
* { размер шрифта: 0.9em; } .network-links ul { дисплей: встроенный блок; маржа: 0 0 0 0,5em; отступ: 0; } .network-links li.active { цвет: # 333; } .network-links li { дисплей: встроенный блок; } .network-links li: after { содержание: ‘•’; цвет: # 000; дисплей: встроенный блок; отступ: 0 1px 0 7px; выравнивание текста: центр; } .network-links li: last-child: after { дисплей: нет; } .network-links li: first-child: after { дисплей: нет; } .network-links li: first-child { размер шрифта: 1.4em; } .network-links a { цвет: # 000; } @media screen и (max-width: 60em) { .network-links { выравнивание текста: центр; } .network-links> span { дисплей: нет; } } @media screen и (max-width: 24em) { .network-links { дисплей: нет; } } ]]>
Трубогибы и трубогибы | Качественное трубогибочное оборудование
Ротационные волочильные машины для труб и трубогибовErcolina идеально подходят для большинства операций по гибке.
Ротационная гибка с вытяжкой на сегодняшний день является основным методом высококачественной гибки труб. Изгибы образуются путем протягивания материала вокруг вращающегося формирователя центра изгиба. В частности, прямая касательная трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг и в канавку гибочной матрицы. Матрица для встречного изгиба или пресс-форма прилагает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Площадь контакта между вращающимся штампом для гибки и штампом для встречного гиба называется линией касания.Что отличает ротационную гибку с вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить изгибы труб высочайшего качества.
Подробнее о ротационных вытяжных машинах Ercolina
Ротационные волочильные станкиявляются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, отводы поручней и возврат стен, поручни для инвалидов, мебель и рамы знаков, нестандартные детали автомобилей, такие как каркасы, щетки и т. Д. нерф-бары, легкие стойки, подножки и многое другое.Ротационные волочильные станки Ercolina создают эстетически приятные изгибы, если для этого подобрана правильная оснастка. Кроме того, во многих случаях стандартная готовая оснастка Ercolina предлагается с различными радиусами изгиба по осевой линии, чтобы быстро приспособиться к вашим условиям гибки. Стандартный инструмент для гибки часто может быть немного изменен при необходимости для соответствия конкретным требованиям к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями применения гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки труб из алюминия и нержавеющей стали. Ответ: «Да». и с отличными результатами. Гибочные штампы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам из стали, алюминия и нержавеющей стали.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, способные производить гибки высокого качества, потому что нет ничего важнее, чем гибка с точностью и эффективностью.Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращательной вытяжкой. С нашими моделями поворотно-вытяжных машин Super и Top Bender у вас есть возможность точно контролировать процесс гибки трубы от начала до конца. Ercolina предлагает модели станков для всех уровней производительности гибки в цехе от прототипа до производства с ЧПУ или ЧПУ.
Быстрая и повторяемая качественная гибка
Конструкция ротационной вытяжной машины для гибки труб Ercolina привнесла новшества и изменила рынок, предлагая быструю и воспроизводимую качественную гибку по разумной цене.Наша компактная и мощная конструкция обеспечивает большую гибкость и требует ограниченного пространства в цехе. Машины Ercolina производятся с использованием передовых компонентов и доказали свою надежность, предлагая клиентам душевное спокойствие на протяжении многих лет производства гибки. Для клиентов Ercolina это означает высококачественный продукт, обеспечивающий невероятные результаты. Машины Ercolina превосходят так называемые конкурирующие гибочные машины, в которых используется устаревшая гидравлика и концевые выключатели для контроля углов изгиба. Никаких медленных движений с храповым механизмом, до середины гибки не требуется трудоемкая настройка инструмента.Все гибочные машины Ercolina программируются на угол изгиба с компенсацией упругого возврата и полные изгибы на 180 градусов за один быстрый цикл.
Почему сейчас хорошее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему заказчику-изготовителю требуются рентабельные решения для конкуренции на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб и труб, часто увеличивают свою долю на рынке и увеличивают важность для своих текущих клиентов.С помощью трубогибов и трубогибов Ercolina вы можете быстро производить гибочные работы в своем цехе и контролировать время и трудозатраты.
Цены на продукцию и гибочный станокErcolina вполне укладываются в бюджетный диапазон большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты, имеющие право на получение кредита, находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для максимальной финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды с разными сроками, чтобы удовлетворить ваши требования.Посетите нашу страницу вариантов аренды, чтобы получить дополнительную информацию о доступных вариантах аренды и получить оценку стоимости.
Остались вопросы?
Если вам требуется помощь в определении того, какие трубогибы Ercolina подходят для вашего цеха, наши сотрудники хорошо обучены, чтобы помочь вам с вашими приложениями для гибки труб и труб. Звоните (563) 391-7700 или свяжитесь с нами.
чертежей вертикальных трубогибов
CBH Вертикальный Трубогиб — (CBHVTB)
Как известно многим читателям, я уже около 40 лет использую и конструирую трубогибы, и у меня есть мнения о том, что делает или мешает гибочный станок для выполнения производственных гибочных работ и я всегда предпочитал использовать ручной гибочный станок «горизонтального» стиля.
Однако, когда я переехал в новый магазин в Техасе. Я сразу понял, что не могу место для обычного горизонтального гибочного станка, такого как JD2 model 3 или Pro-Tools модель 105, которые являются двумя моими фаворитами.
В результате этого ситуация Я начал серьезно смотреть на покупку или строительство небольшого вертикальный тип гибочного станка, который я мог бы спрятать в углу небольшого магазина когда он не использовался.
Купил пару планов и скачал бесплатные планы из сети для нескольких различных вертикальных гибочных машин а затем я пошел по магазинам и дилерским центрам, чтобы увидеть некоторые из этих машин в действия, и, честно говоря, меня не впечатлило то, что я увидел. Лучший из я видел самодельные модели, но даже у некоторых из них были ограничения.
Много вертикальных Бендеры продаются с использованием того, что я бы назвал «фэнтезийной одеждой», где производитель делает некоторые необоснованные заявления, которые просто не могут быть подтверждены в реальности.На одной демонстрации продаж я действительно увидел, что рама гибочного станка застегивается вбок, просто пытаясь согнуть некоторые стенки DOM 1,5 x 0,25 и модель, которую они демонстрировали свою якобы «сверхмощную» модель. Они обвинили отказ штампа Pro-Tools, который, по их словам, имел плохо отлитое отверстие под шарнирный палец что даже идиот мог сказать, что это не так. Большинство из нас на этой демонстрации ясно видела, что несдерживаемый вал гидроцилиндра движется к одной стороне приводные звенья, вызывающие скручивание и заедание, что оператор должен позаботились о.Этот опыт меня сразу огорчил, потому что я много далее на серийно выпускаемых вертикальных гибочных станках, так как агрегат, который я смотрел, должен был быть «непревзойденным» мастером. По иронии судьбы производитель выпустил «улучшенная» модель несколько недель спустя, у которой были гораздо более толстые руки.
Я был очень разочарован, узнав, что почти все вертикальные трубогибы, которые я видел продемонстрировал необходимость сброса приводных звеньев только для выполнения простого 100-градусного изгиб, который о том, что вам нужно сделать, чтобы получить хорошие «90» после «пружинение» принимается во внимание.Я не мог поверить, что эти различные производители и дизайнеры трубогибов не имели ни малейшего представления о большинстве основные принципы создания хороших изгибов труб. Было совершенно очевидно, что продавать консервированный продукт — гораздо важнее. важно, чтобы продавать что-то полезное и действительно работающее в среды небольшого производственного цеха.
Мне выпил, что требует сброса приводных звеньев после поворота изгиба от 60 до 70 градусов. не стартер по отношению к серьезным заводским работам.Даже парни только начинающие выпивая изгиб, поймите, что самая большая причина «изгиба», сморщивание и деформация из-за пружинения, и каждый раз, когда у вас чтобы сбросить приводные звенья, вы позволяете трубке «расслабиться» или «пружина назад», и при повторном включении приводных звеньев будет небольшой вдавливание в трубке после повторного приложения давления.
Ни один из вертикальных гибы, которые я смотрел, имели какое-либо приспособление для добавления одного из различных антипружинных задние устройства, которые мы обычно используем на горизонтальных гибочных станках.
Этот простой недостаток дизайна с гибочными станками вертикального типа — одна из причин того, что они не захватили долю рынка над старыми традиционными горизонтальными гибочными станками в промышленном производстве промышленность.
Как я упоминал ранее, некоторые из лучших вертикальных гибочных станков, которые я видел, были изготовлены на заказ в небольших магазинах, и большинство в них были включены обходные пути решения проблемы угла изгиба.
Для меня это было довольно очевидно что некоторые производители гибочных станков неплохо справляются с обработкой деталей водоструйной очисткой. но не очень хорошо сгибает трубы, поэтому я вернулся к планам, которые Изначально я скачал, так как большинство из них были нарисованы парнями, которые на самом деле пришлось согнуть несколько трубок в реальных условиях.
Мой лучший выбор домашних бендеров на основе рекомендаций десятков производителя была небольшая модель Pro-Tools HMP-200, но после того, как я рассмотрел детально планировал и построил макет, сразу было видно, что этот бендер имел некоторые довольно существенные ограничения, поэтому я положил его на полку.
Это хороший недорогой трубогиб, но я не думаю, что это работает очень хорошо в производственной среде изготовления и строить это относительно дорого.
следующий запой, на который я посмотрел, был еще один, рекомендованный множеством людей и это был AH-Bender, разработанный Фрэнком Такачем, известным большинству из нас как EuroFrank за досками. Планы по поводу этого бендера были около долгого времени. времени и прошли несколько этапов доработки и усовершенствования.
I еще не поговорить с кем-либо, кто использует тот, у которого нет ничего, кроме хорошего что о них сказать.
С у этого бендера была такая хорошая репутация, что я даже не удосужился взглянуть на детально планировал в отношении операционных вопросов и пошел дальше и построил один.Это отличный запой, но он не стал одним из моих основных требований, и это было сделано для изгиба на 110 градусов за один чистый проход без необходимо изменить положение приводных звеньев. Другая моя проблема заключалась в том, что блок был просто опускаться на землю, чтобы мне всегда приходилось нагибаться, чтобы загрузить трубы, установите матрицу и толкатель и установите цифровой транспортир. В итоге я использовал загиб, сидя на двух пластиковых ящиках для молока, а затем «чувствовал себя» здорово.
Другим недостатком было то, что этот гибочный станок предназначен для использования Pro-Tools Model 105. наборы штампов, и я предпочитаю штампы JD2, особенно для гибки тонкостенных материалы и жесткий материал, такой как хромомолибден.
Пока исследуя вертикальные гибочные станки, мне довелось использовать станок, основанный на одном из Franks очень ранние модели (HD-Bender), и, честно говоря, я предпочел их его последняя версия. Я думаю, что планы на его оригинальные гибочные машины все еще доступны, и если вы серьезно относитесь к созданию гибочной машины, я бы посоветовал вам если возможно, купите оба набора планов.Сайт франков: http://www.gottrikes.com
Vertical Bender Geometry (Геометрия вертикального гибочного станка)
Дом Вертикальный гибочный станок с гидроцилиндром сильно отличается от строительство некоторых других гибочных станков, планы изготовления которых мы опубликовали. Самая большая проблема и существенное ограничение — это сам гидроцилиндр.
Почти все вертикальные гибочные станки, включая некоторые из тех моделей высокого класса, которые вы видите в рекламе в Сети используют дешевые импортные «воздушные над гидравлическими» длинноходовые 8-тонные гидроцилиндры.Фактически, физические размеры и характеристики этих гидроцилиндров большинство конструктивных параметров, которые может придумать человек, пытаясь построить Бендер.
Другой Проблема с «дешевыми» гидравлическими и воздушными гидроцилиндрами заключается в том, что большинство из них не работают, если они не установлены таким образом, чтобы иметь наклон вверх к цилиндру.
«Оллтрейд» в Южной Калифорнии распространяет таран, который я использовал для своего конкретного проекта под торговой маркой «Powerbuilt».Этот баран продается в десятках розничных магазинов. торговые точки под другими торговыми марками, но почти во всех случаях это всего лишь один дюжины китайских клонов, попавших в Америку. Некоторые из этих брендов клоны граничат с чистым мусором, а другие на самом деле сделаны довольно хорошо. Приобретайте запчасти и покупайте их «лично», чтобы вы могли «посмотреть», что вы получаете.
В вообще почти все эти дешевые поршни имеют 8-тонную емкость с воздушным подача 110-120 фунтов на квадратный дюйм.Минимальная высота седла составляет 24,5 дюйма, а максимальная. высота седла составляет около 43,5 дюймов, что соответствует длине хода 19 дюймов. Нет ничего плохого в вместимости этих баранов по уважению к силе, приложенной к приводным звеньям. На самом деле 8-тонный (16000 фунтов на квадратный дюйм) плунжер огромный перебор, так как для изгиба диаметром 2 дюйма требуется всего около 5000 фунтов на квадратный дюйм толстостенные трубы в типичном трубогибе.
Остерегайтесь что длина хода обычно меньше, чем опубликовано.Мой особенный баран имел полезную длину хода всего 18 дюймов, и я думаю, что это довольно типично за лот. У большинства этих баранов есть то, что я называю «мертвой зоной» на начало хода, что сокращает эффективную длину хода на столько же как дюйм. Есть соответствующая «мертвая зона» ближе к концу ход при полном выдвижении.
Я Также видно, что минимальная высота седла для этих цилиндров колеблется от 23,5 до 25,5 дюймов в зависимости от конкретной марки.По этой причине я сильно предложите вам купить и измерить барана, прежде чем делать что-либо еще, если вы планирует построить один из этих гибочных станков.
Рисунок 1
Рисунок 1 показаны основные размеры, используемые для описания характеристик типичный длинноходный пневмогидравлический цилиндр. Как видите, минимальное седло высота ‘- это расстояние между осевой линией отверстия под болт крепления основания и центр отверстия под шарнир в валу гидроцилиндра.Когда таран полностью сжатый. «Максимальная высота седла» — это расстояние между монтажными центр болта и ось шарнира в валу, когда он полностью выдвинут. В «длина хода» определяется вычитанием одного числа из другого.
Когда вы настраиваете контрольные точки для вертикального изгиба, вы в основном заинтересован в работе с тремя измерениями, которые определяют точки на радиусе подвижные части сборки.
Первый радиус управления — это радиус, установленный минимальной высотой седла ползуна. который вы используете, как показано слева на рисунке 2.В этом случае мы говорим что это 25 дюймов.
Рисунок 2
Следующая контрольная точка — та, которая лежит на радиусе полностью выдвинутого вала гидроцилиндра, как показано справа на Рис. 2. В данном случае мы говорим, что это 42 дюйма от центра болт крепления основания гидроцилиндра. Имейте в виду, что ползун поворачивается при движении его диапазон расширения.Многие новички забывают это учитывать.
В этом конкретном примере наша длина хода составляет 17 дюймов.
Два основных радиуса никогда не изменится, что бы вы ни делали с бараном, который вы покупаете. Вы можете двигаться точка крепления гидроцилиндра вверх, вниз или слева направо, но радиус указывает всегда будет оставаться постоянным относительно основания плунжера, если вы не измените его на ползун с разными характеристиками хода.
Следующая точка радиуса мы Следует учитывать, что это определяется длиной приводных звеньев. Это довольно просто рассчитать, так как мы знаем, что шарнирный палец или штифты приводного звена должны совпадать с дугами, образованными движением вала гидроцилиндра.
Вам не нужна долгая поездка звеньев, чтобы создать изгибающий момент с помощью гидравлического агрегата, как вы, когда строительство гибочного станка с ручным управлением. На моем маленьком прототипе приводные ссылки всего 10 дюймов в длину, и я прогибаюсь на 2 дюйма.188 стеновых труб в течение всего дня с этим конфигурация.
На рисунке 3 показан взаимосвязь радиусов приводного звена с радиусами вала гидроцилиндра для двух различных конфигурации. На рисунке слева на иллюстрации есть приводные ссылки, которые имеют длину 10 дюймов, а рисунок справа имеет набор приводных звеньев, которые 16 дюймов в длину.
Рисунок 3
Обратите внимание, что радиус ползуна вала точка поворота в полностью сжатом режиме совпадает с точкой поворота шарнирный штифт приводного звена, когда гибочный станок находится в положении «начало изгиба».Это довольно элементарная вещь, но я не думаю, что кто-нибудь когда-либо писал эти основы раньше, поэтому я просто хочу убедиться, что все полностью осведомлены о основные рабочие характеристики типичного вертикального гибочного станка до идти дальше.
А теперь самое интересное, потому что нам нужно придумать дизайн гибочного станка, который может сгибать трубы определенного размера в соответствии с конкретным угол под определенным радиусом центральной линии с наименьшими проблемами и это предполагает некоторые компромиссы.
Многие люди выходят и строят свои гибочные машины, основанные на ложном предположении, что как только у них будет подъемник и приводное звено точки поворота рук совпадают, тогда все остальное хорошо, но это просто не так.
Вал гидроцилиндра — это физический объект и вы должны принимать во внимание расположение этого вала при движении ползуна через полный диапазон движения. Расчетная длина приводных звеньев и Расположение поворотных отверстий для вала гидроцилиндра в приводных звеньях определяется как в огромной степени по размеру материалов, которые вы планируете гнуть.
На рисунке 4 показан типичный Показан вертикальный гибочный станок с приводными звеньями, повернутыми на полные 110 градусов. В этом на конкретном изображении гибочный станок настроен на изгиб трубы диаметром 1 дюйм по радиусу 3,5 дюйма. Длина приводного звена в этом конкретный пример.
Рисунок 4
Эта конфигурация 10-дюймовых звеньев использование обычного плунжера отлично подойдет для трубок до 1.25 дюймов в диаметре изогнутый по средней линии с радиусом 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один чистая развертка без сброса приводных звеньев.
Итак, вам не нужно начинать с царапина, я могу сказать вам, что на основе фактического полевого опыта и математических расчеты гидравлического гибочного станка с использованием 8-тонного гидроцилиндра с комплектом 10-дюймового привода звенья могут легко сгибать трубы с толстыми стенками диаметром 2 дюйма. Итак, более длинный набор приводные звенья не нужны для создания дополнительного изгибающего момента.
Однако действительно необходимы более длинные ссылки чтобы освободить место для вала гидроцилиндра, чтобы « очистить » НКТ в матрице по мере изгиба изготавливаются из труб большего диаметра или изогнуты по большему радиусу. Вал ползуна в какой-то момент во время вращения штампа фактически натолкнется на трубку, что заклинило всю машину. Это самая большая проблема, с которой сталкивается конструкторы вертикальных гибочных машин. Мы можем винить во всем относительно короткие 18-дюймовый ход самых дешевых длинноходных гидроцилиндров.Если бы мы могли получить несколько больше дюймов длины хода, чем конструкция гибочного станка была бы намного проще. К сожалению, увеличение размера цилиндра для увеличения длины хода требует затрат. большие деньги и для большинства маленьких фабрик это решающий момент.
На Рисунке 5 показана типичная установка гибочного станка. с набором штампов для 2-дюймовой трубки, изогнутой по радиусу 6 дюймов, но с использованием короткие 10-дюймовые приводные звенья.
Рисунок 5
Как ты можешь видите, что шток плунжера на самом деле столкнется с трубкой, если вы попытаетесь сделать полный изгиб за один проход.Для использования коротких звеньев с большим диаметром умирает его становится необходимым для сброса ссылок привода, чтобы вы в конечном итоге сделали серию короткие изгибы, чтобы сделать окончательный более длинный изгиб. Это будет работать, но это действительно неудобно. К сожалению, именно эта ситуация возникает, когда покупка некоторых из имеющихся сегодня на рынке вертикальных гибочных станков серийного производства.
Лучший способ чтобы справиться с этой ситуацией, нужно просто использовать для начала более длинные ссылки на привод, но тогда возникает другая проблема.
В качестве привода ссылки становятся длиннее, в результате уменьшается возможное вращение до того, как плунжер достигнет максимальной точки выдвижения.
Рисунок 6 иллюстрирует эту ситуацию с использованием гибочного станка с набором 18-дюймовых звеньев, которые довольно типичны для многих вертикальных гибочных станков. Используя этот тип расположение: вы можете сгибать трубки диаметром до 3 дюймов на матрице с радиусом 8 дюймов без особых проблем.
Однако обратите внимание что вы можете сделать только где-то между 70 и 80-градусным изгибом с помощью этих длинных ссылки, прежде чем вам нужно будет сбросить ссылки на кристалле.
Действует таран просто не может простираться достаточно далеко, чтобы продолжать изгиб намного дальше точка 80 градусов на большинстве изгибов. На самом деле многие из коммерческих моделей а самодельные модели не могут изгибаться более чем на 70 градусов без перестановка звеньев на матрице.
Рисунок 6
As I упоминалось ранее, с моей точки зрения, самая важная конструкция гибочного станка Элементом была способность изгиба трубы не менее 105 градусов без необходимо сбросить ссылки диска.Если вы работаете с рулем или выхлопным коллектором, причина для этого должна быть в порядке понял.
Чтобы встретить это необходимо будет использовать ссылки, которые находятся где-то между 10 и 16 дюймов в длину, и также необходимо будет « компенсировать » плунжер расположение болта вала относительно осевой линии самих звеньев. если ты поискав в сети, вы увидите, что это то, что делают почти все производители для создания гибочный станок, который работает с широким диапазоном размеров труб и диаметров штампов.
Причина для этого долгого обсуждения базовой геометрии потому, что я знаю, что почти каждый, кто построит трубогиб по нашим планам, скорее всего, модифицирует его насколько это возможно, чтобы удовлетворить их специфические требования. Вооруженный этим информацию, которую они могут принимать более обоснованные решения, не прибегая к много экспериментов методом проб и ошибок.
Гидравлический цилиндр, который я использовал для этого проекта имелось отверстие под болт диаметром 5/8 дюйма, просверленное в 1.Вал 5 дюймов. — довольно типичная компоновка, но я встречал подобные поршни с 1,25-дюймовым вал диаметром, просверленный для штифта 3/4 дюйма, а также для дешевых цилиндров с использованием вала 1 дюйм просверлен для булавки 1/2 дюйма. Прежде чем сверлить что-либо, дважды проверьте фактическое размеры конкретного плунжера, который вы в конечном итоге будете использовать.
Это на самом деле хорошая вещь, чтобы скучать отверстие ведущего звена для пальца гидроцилиндра немного увеличено, так как это позволит вам для посадки толкателя матрицы вручную без необходимости задействовать толкатель.Для Например, если у вас есть плунжер с штифтом 5/8 дюйма, просверлите плунжер ведущего звена поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на планах.
Очень важно прикрепить плунжер вал к приводным звеньям так, чтобы вал всегда был точно отцентрован между пластины приводных звеньев. В лучший и, возможно, самый простой способ сделать это — отрезать и закрепить прокладки для труб, чтобы вставляются внутрь приводных звеньев вместо использования шайб или свободно плавающих проставок.Я все еще использую шайбы в качестве регулировочных шайб на моем гибочном станке, и это работает, но это действительно плохой способ делать что-то.
Суммирование
Не успел закончить фактические этапы строительства этого нового трубогиба, но у меня было так много вопросов по установив старую модель вертикально, я подумал, что выложу это сейчас и закончу это позже.
Я построил оригинальный прототип для этот гибочный станок из подручных материалов, и он работал так хорошо, что я не стал беспокоиться для создания или фото-документирования окончательной версии пока нет, но вот фото рабочего макет.
Здесь вы видите, что трубогиб может легко растягиваться, чтобы сделать полный изгиб на 110 градусов за один ход без необходимости сбросить ссылки привода, и даже если кристалл не установлен на этой картинке имеется большой зазор для 2-дюймовой матрицы с 6-дюймовой центральной линией радиус. Я почти уверен, что эта версия вертикального гибочного станка CBH — единственная вертикаль на рынке с этой возможностью.
На этом фото вы можете получить лучшее представление об общем размере устройства.Я не стал надевать ролики прототип, но его по-прежнему легко таскать по магазину. О единственном изменении Хочу сделать на финальном варианте это добавить клапан дистанционного сброса давления. и «возвратная» пружина для приводных звеньев.
Я делал много рулей в последнее время, и я обнаружил, что могу установить 2 однодюймовые плашки бок о бок и получайте одинаковые изгибы на двух разных стержнях всего за один пройти, что довольно удобно.
Я подумываю сделать звенья и рама для этого гибочного станка из пластины 5/8 «, чтобы его можно было установить вертикально или горизонтально и управляется вручную или с помощью пневмо / гидравлики.
В планах, как и у большинства из наших материалов широкоформатные распечатки, поэтому вам нужно будет отнести их в Kinko’s, чтобы получить их в заговоре. Несмотря на то, что планы были составлены в первую очередь для моего собственного использования в при создании прототипа я думаю, что большинство людей смогут понять вещи, которые я мог бы оставить на рисунках.
Я буду продолжать обновлять это материала и пересматриваем планы, поскольку мы начинаем строить некоторые финальные единицы для некоторых местные магазины.
Ссылки для скачивания планов:
https: // chopperbuildershandbook.com / VTB1-1.pdf
https://chopperbuildershandbook.com/VTB1-2.pdf
https://chopperbuildershandbook.com/VTB1-3.pdf
https://chopperbuildershandbook.com/VTB1-4.pdf
https://chopperbuildershandbook.com/VTB1-5.pdf
https://chopperbuildershandbook.com/VTB1-6.pdf
Следующие ссылки могут быть представляет интерес для людей, строящих новый бендер.
http://www.blindchickenracing.com/tools/tube%20bender/tubingbender.htm
http://www.mechwerks.com/Mechwerks_plans_drawings.htm
http://www.gottrikes.com/Tube_Bender.htm
http://www.probender.com/
http://www.jd2.com/c-12-benders.aspx
http: // www.jmrmfg.com/tag/tube-bender/
http://www.probender.com
После того, как вы загрузите планы, мы будем благодарны за пожертвование, каким бы маленьким оно ни было, чтобы помочь сохранить сайт и планы в свободном доступе.
Трубогиб №1 | Рорти
Трубогиб № 1 разработан с учетом предельной простоты конструкции. Стенд и большинство других компонентов в большинстве случаев могут быть изготовлены из обычных стальных обрезков, которые можно найти в обычной мастерской.Трубогиб можно быстро снять и убрать, когда он не используется.
Для работы не требуется дорогостоящий гидроцилиндр, достаточно лишь немного старомодного доброго ворчания, чтобы повернуть ручку!
Некоторые гидравлические гибочные станки изгибаются только на 90 градусов, а в некоторых случаях на 120 градусов. Этот трубогиб с легкостью изгибает полные 180 градусов.
Другие гибочные машины полагаются на дорогие вторичные штампы стоимостью от 120 до 195 долларов США. С помощью этих планов вы будете делать свои собственные штампы из различных инженерных материалов.
Плашки для гибки труб необходимо обточить на токарном станке, но при желании можно использовать даже токарный станок по дереву. Единственные другие необходимые инструменты — это резчик или ремесленный нож, рулетка, наборный квадрат, регулируемый скос, ножовка или отрезная пила, пьедестал или ручная дрель, сверла 8 мм, 12 мм, 16 мм, 20 мм, 24 мм, сварщик, а угловая шлифовальная машина или напильник для чистовой обработки.
Это исчерпывающее руководство в формате PDF — это не просто коллекция чертежей САПР, оно включает следующее:
- Двадцать девять страниц.
- Тринадцать чертежей САПР.
- Восемнадцать полихромных изображений 3D CAD.
- Полный перечень материалов.
- Полный перечень крепежа.
«Спасибо за оперативное обслуживание. Это хороший документ, который вы там делаете.
M. L. — Аделаида, Южная Австралия
«Я только что купил ваши планы трубогиба №1 пару дней назад. Прекрасно выглядящий набор планов… кажется, он был подобран как раз для моих нужд и стал одним из самых ценных инструментов в магазине.”
Дж. Генри, JMH Karts — США
«Планы очень хорошо прорисованы и очень подробные инструкции.»
T. Burns — USA
Руководство по трубогибу №1 проведет вас через каждый этап процесса строительства с использованием простых инструкций и подробных чертежей в масштабе. На чертежах показаны двойные размеры, подходящие для всех; Приоритет отдается метрическому измерению, после которого в скобках указывается десятичный размер в дюймах.
Простые и понятные инструкции проведут вас не только через процесс строительства, но также объяснят, как использовать ваш гибочный станок, как читать планы гибки, как рассчитывать потребности в материалах и измерять изгибы.
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и манипуляционного производства, важно понимать различные методы гибки труб. Существует три основных подхода, известных соответственно как гибка под давлением, гибка с вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки неподвижно и придаете ей форму вокруг первого (в данном случае колена).Следующим шагом будет простой ручной инструмент для гибки труб, который водопроводчики часто используют для изготовления медных труб. Для изготовления более сложных многогибочных компонентов, для труб малого диаметра, где их можно гнуть вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, например стали, тогда мощность станка станет существенной, и гибка с вытяжкой станет обычным используемым методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг бывшего инструмента.Фактически, вместо того, чтобы зажимать трубу позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются вместе с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаясь к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе сжатием.
Изгибание вытяжкой
Тягово-гибочные станкимогут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым управлением от компьютера).Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и в процессе гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы.По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, т. Е. Большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым. Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика — два с одной стороны трубки и один между ними с другой.Если ролики слегка опираются на трубку, то она явно будет проходить через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.