Как сделать трубогиб для профильной трубы своими руками
Содержание статьи
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию ↑Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.

- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.

Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.
Опора для станка
Прижимной вал
Площадка
Установка валов
Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче.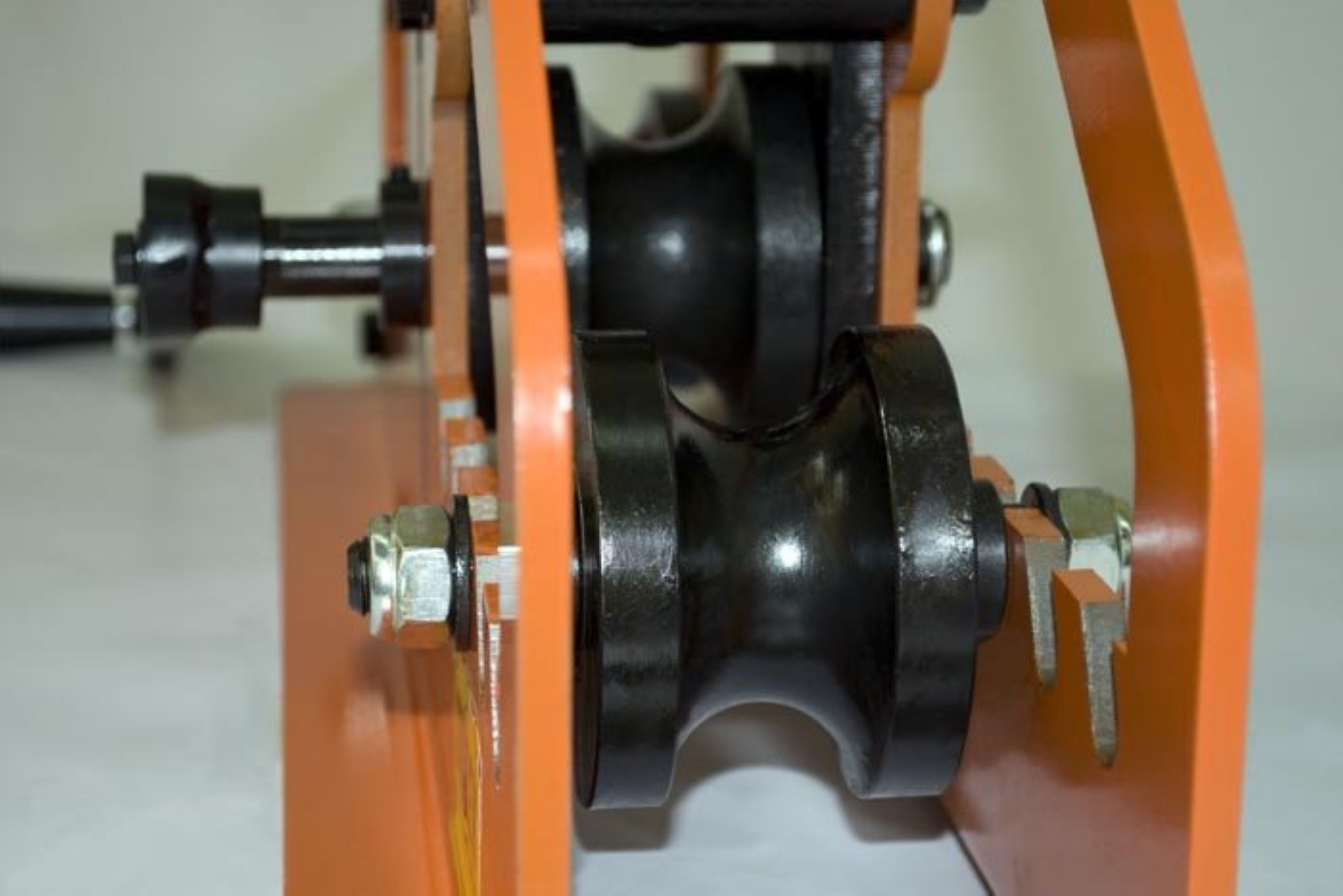 Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Трубогиб своими руками
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий | Между Делом
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.
В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.
По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими. И гидравлическими.Привод опорных валов может быть как ручным, так и электрическим.Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом. Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).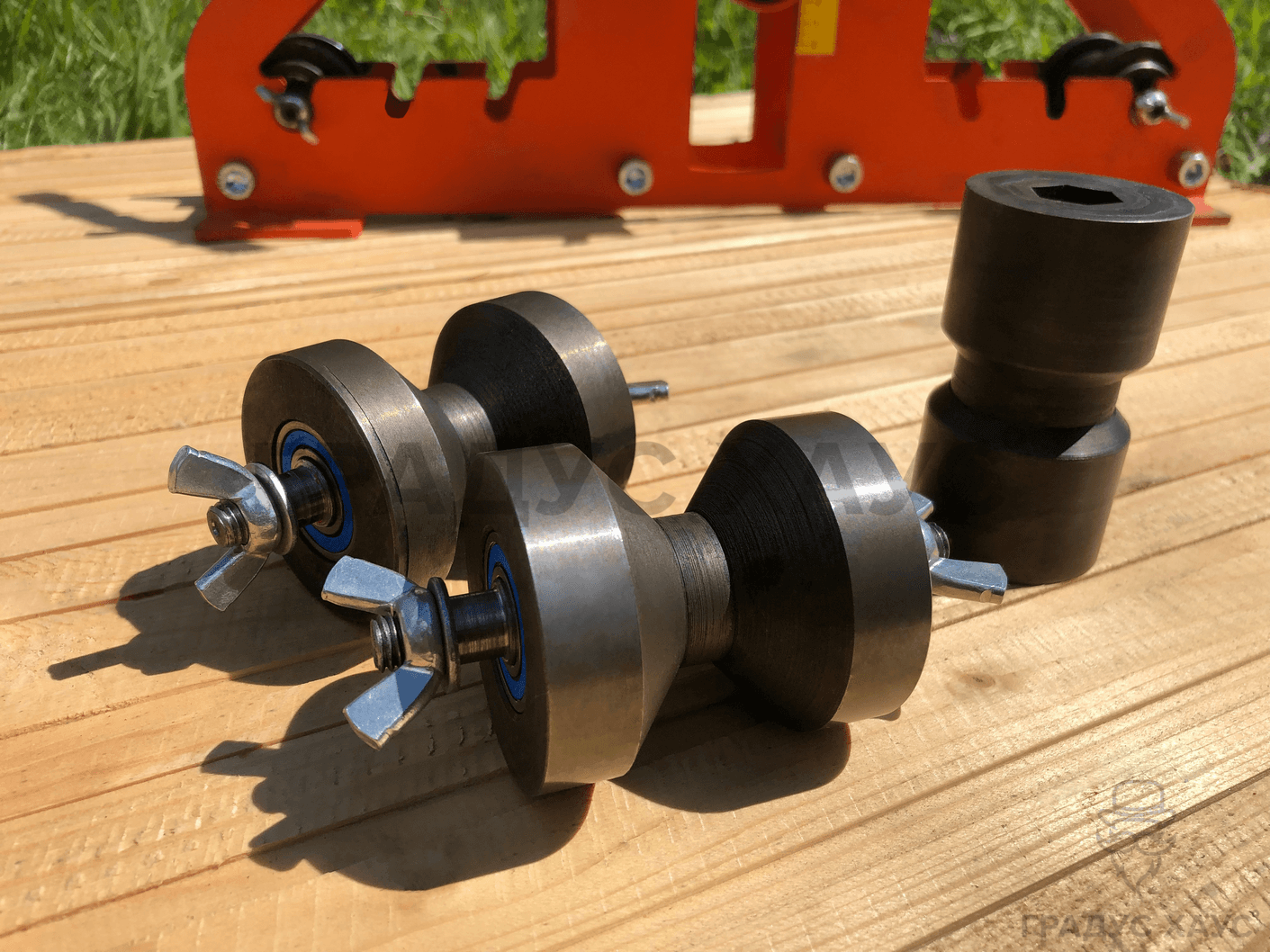
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Каждая металлическая труба имеет свой предел упругости, следовательно, радиус гиба нельзя уменьшать ниже определенных значений. Допустимые минимальные радиусы можно взять из соответствующих таблиц.
Изготовление электромеханического трубогиба
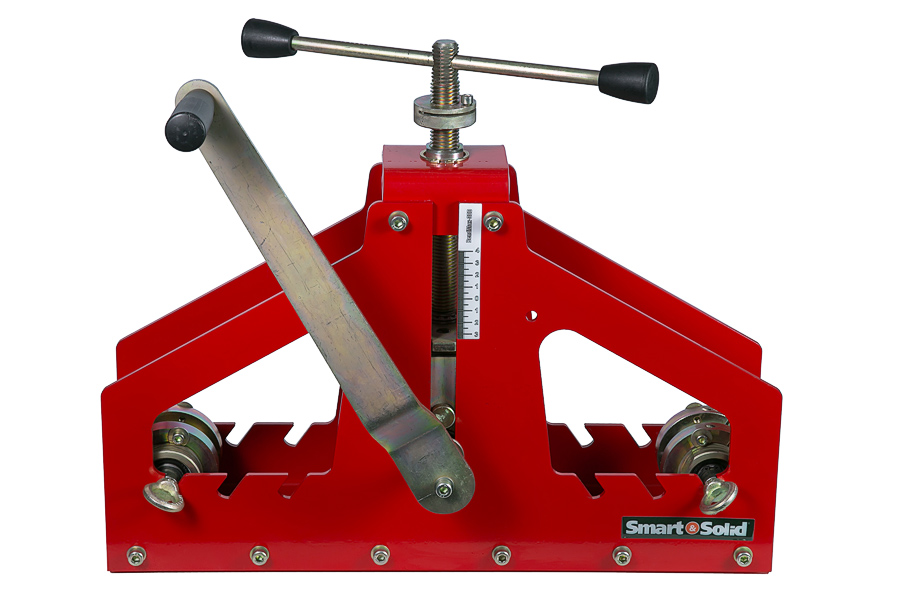
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.
Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным.
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
На фото – станок на стадии изготовления.Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Трубогиб своими руками для профильной и круглой трубы
Устройство данного механизма бывает нескольких видов :- ручной – он легко сгибает круглые трубы, диаметр которых не превышает 1 дюйма и профильные трубы до 40 мм в разрезе
- механический – такой трубогиб позволяет скручивать трубы среднего диаметра
- гидравлический – с помощью силы жидкости он запросто изогнет трубы даже большого диаметра

Трубогиб для круглых
металлических труб
Перед тем, как приступить к изготовлению самого устройства, необходимо изучить конструкцию и механизм работы трубогиба. Он представляет собой два шкива с выемкой, один из которых прочно закреплен и неподвижен, а второй поворачивается вокруг первого. При этом расстояние между ними должно соответствовать диаметру трубы, которую нужно изогнуть. Весь принцип работы сводится к тому, чтобы всунуть круглую трубу между двумя колесиками и путем их вращения согнуть ее до необходимой формы.
Если делать трубогиб самостоятельно, то необходимо сконструировать его таким образом, чтобы с его помощью можно было обработать стальные трубы различных диаметров. В связи с этим пары одиночных шкивов будет недостаточно. Для самостоятельного изготовления ручного трубогиба будут нужны два тройных ролика: пара колес для изгибания трубы диаметром в полдюйма; два шкива будут отвечать за сгиб трехчетвертной трубы; пара шкивов, предназначенных для трубы с дюймовым диаметром.
Специфика монтажа
Сложность состоит в том, что такие ролики невозможно купить в магазине. Зато их без труда сможет под заказ изготовить токарь на заводе. Важно, чтобы в роликах соблюдались размеры радиуса и глубины проточки. На торце каждого шкива должна хорошо просматриваться выемка, размеры которой соответствуют радиусу изгибаемой трубы. Нужно помнить, что для сборки качественного трубогиба необходим минимальный диаметр закрепленного колеса, потому что от этого зависит самый малый радиус изгиба трубы. А вот подвижному ролику необходимо быть в два раза больше диаметра первого.
Следующим важным шагом в сборке трубогиба является его основание. Оно обычно делается следующим образом:
- Из толстого металлического листа толщиной от 10 мм выпиливается квадратная пластина.
- В углах пластины необходимо просверлить 4 отверстия.
- Прикрепить основание к рабочему столу или специально приготовленному столбу с помощью отверстий.
- По центру пластины приварить штифт (диаметр его должен соответствовать внутреннему диаметру самого малого тройного колеса).

Готовый поворотный механизм нанизывается на штифт в основании так, чтобы большой ролик шел первым. Он крепится шплинтами за пределами П — образной конструкции. При этом малый шкив надевается вместе со всем механизмом.
Еже один важный момент. Для того чтобы труба не вращалась вместе с человеком, в процессе работы, нужно продумать стопор трубы. Для этого необходимо приварить к основанию еще один вертикальный штырь, который и станет упором для трубы.
На этом изготовление трубогиба своими руками стоит считать завершенным и можно переходить к испытаниям.
Совет для работы! Для того чтобы место изгиба трубы оставалось круглым и не сплющивалось, ее необходимо хорошо заполнить песком. Так же известный факт, что большие дюймовые трубы хорошо гнуться в горячем состоянии, а тонкие трубы и в холодном состоянии хорошо поддаются деформации.
Трубогиб для работы
с профильными трубами
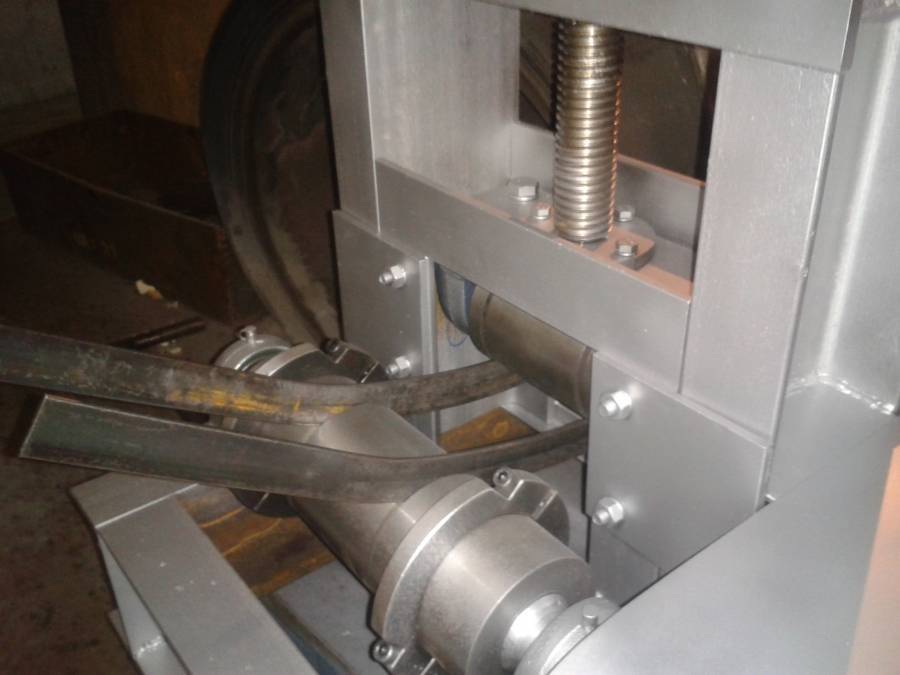
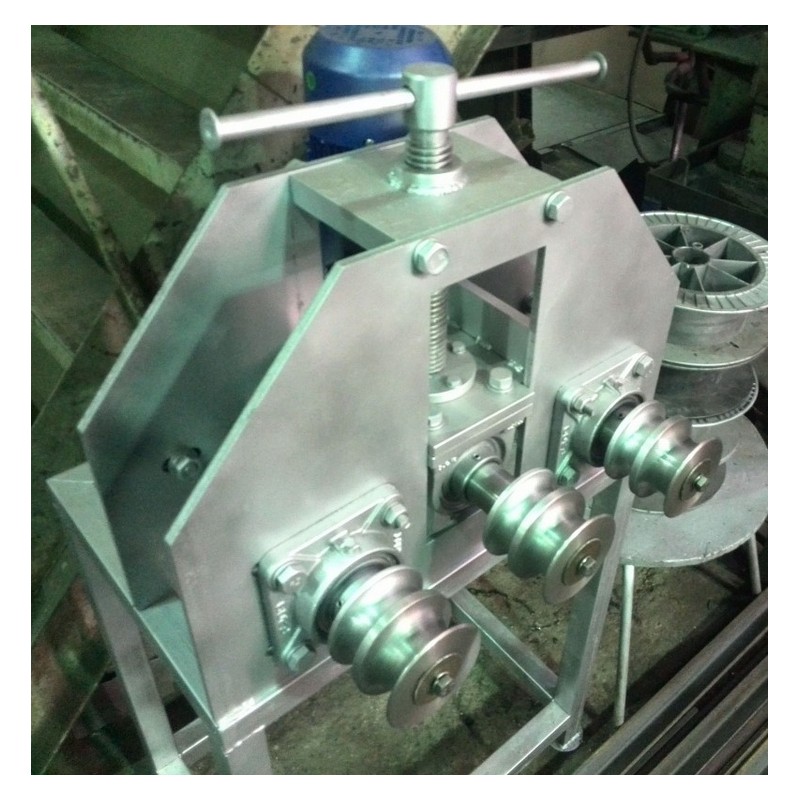
Самодельный трубогиб для профильной трубы имеет свои нюансы в изготовлении. Это связано с тем, что у изогнутой профильной трубы несколько другое предназначение. Круглые трубы широко применяются для повторения поворотов при прокладывании трубопроводов. Профильная же труба используется для монтажа металлоконструкций. В этих условиях возникает необходимость создавать при изгибах различные углы. Профильный трубогиб легко изогнет как прямоугольные, так и квадратные трубы по большому радиусу. По этой причине устройство круглого и профильного трубогибов немного отличается. Трубогиб для профильной трубы включает три прокатных вала: два вала прочно прикручены и двигаются только вокруг своей оси; один вал подвижный, с помощью него на трубу направляется необходимое давление в месте сгиба.
Трубогиб для профильной трубы включает три прокатных вала: два вала прочно прикручены и двигаются только вокруг своей оси; один вал подвижный, с помощью него на трубу направляется необходимое давление в месте сгиба.
Данный механизм считается более сложным по техническим причинам и по этому, чтобы изготовить его, необходимо приложить больше сил и терпения.
Корпус трубогиба для профильной трубы собирается следующим образом:
- На опоры устанавливается прочное металлическое прямоугольно основание, которое состоит из швеллера и крепкого уголка.
- К основанию в центре крепится подвижный вал. Он может совершать движения вверх и вниз с помощью винтовой передачи. Благодаря этому валу профильные трубы можно изгибать под любым необходимым радиусом.
- С двух сторон от неподвижного валика к корпусу крепятся стационарные валы. В их задачу входит вращение вокруг своей оси, делая процесс сгибания труб легче.
- Далее к одному из неподвижных валов присоединяется привод. Механизм может быть ручным или электрическим. От вращения этого вала зависит передвижение трубы по другим валикам и изгиб под большим радиусом.
 Механизм может быть ручным или электрическим. От вращения этого вала зависит передвижение трубы по другим валикам и изгиб под большим радиусом.
Механизм может быть ручным или электрическим. От вращения этого вала зависит передвижение трубы по другим валикам и изгиб под большим радиусом.Для увеличения функциональности трубогиба, необходимо продумать изменение положения стационарных валов. Если пододвинуть их ближе к центру, то угол сгиба трубы уменьшится, а если раздвинуть шире, наоборот – увеличится.
Важно установить и выбрать правильные валики. Обычные гладкие цилиндры не годятся для трубогиба. Необходимо, чтобы на каждом вале были выступы-реборды с двух сторон. Это обеспечит надежное крепление трубы на валике и предотвратит ее скатывание. В результате увеличивается точность и правильность изгиба. По этой причине необходимо иметь в наличии самостоятельные сменные ролики, которые подойдут для труб различной толщины.
В процессе изготовления трубогиба своими руками важно уделить внимание вопросу ускорения и облегчения процесса обработки изделий. Для этого хорошо подойдет велосипедный механизм для переключения скоростей. Когда самодельный трубогиб оборудован таким приводом, вращение придается сразу обоим боковым валикам, сгибание проходит легко и просто.
Когда самодельный трубогиб оборудован таким приводом, вращение придается сразу обоим боковым валикам, сгибание проходит легко и просто.
Чтобы притворить такой механизм в жизнь нужно сделать следующее:
- каждый из боковых валиков оснащается большой шестеренкой
- малая шестеренка крепится на отдельном цилиндре, на механизме вращения
- на эти три шестеренки надевается цепь, и необходимо предусмотреть четвертую шестеренку, которая служит для натяжения цепи
Как сделать мини трубогиб без токарных работ
В данном обзоре автор поделится идеей, как сделать своими руками мини трубогиб для домашней мастерской без выполнения каких-либо токарных работ.
Основным материалом для изготовления трубогиба выступает квадратная профильная труба 40х40 мм с толщиной стенки 3 мм.
Сначала нужно будет отрезать кусок профтрубы подходящей длины, после чего размечаем посадочные места под подшипники и сверлим отверстия диаметром 12 мм.
Если вы хотите сделать себе надежный и удобный в работе листогибочный станок, с подробным процессом изготовления и сборки можно ознакомиться в этой статье.
С помощью болгарки срезаем верхнюю часть профильной трубы. Потом прорезаем направляющие пазы для роликов. Круглым напильником по металлу убираем заусенцы.
Изготовление опорных роликов
Для изготовления опорных роликов будут использоваться автомобильные болты с классом прочности 8,8 единиц (обычные болты не годятся).
В данном трубогибе предусмотрено две позиции размещения роликов, что позволит легче сгибать трубы. В качестве роликов используются подшипники 201.
Дополнительно автор использует шайбы, чтобы компенсировать зазор между профтрубой и подшипниками.
Основные этапы работ
Крепление для трубогиба автор изготавливает из металлического уголка 25*25 мм.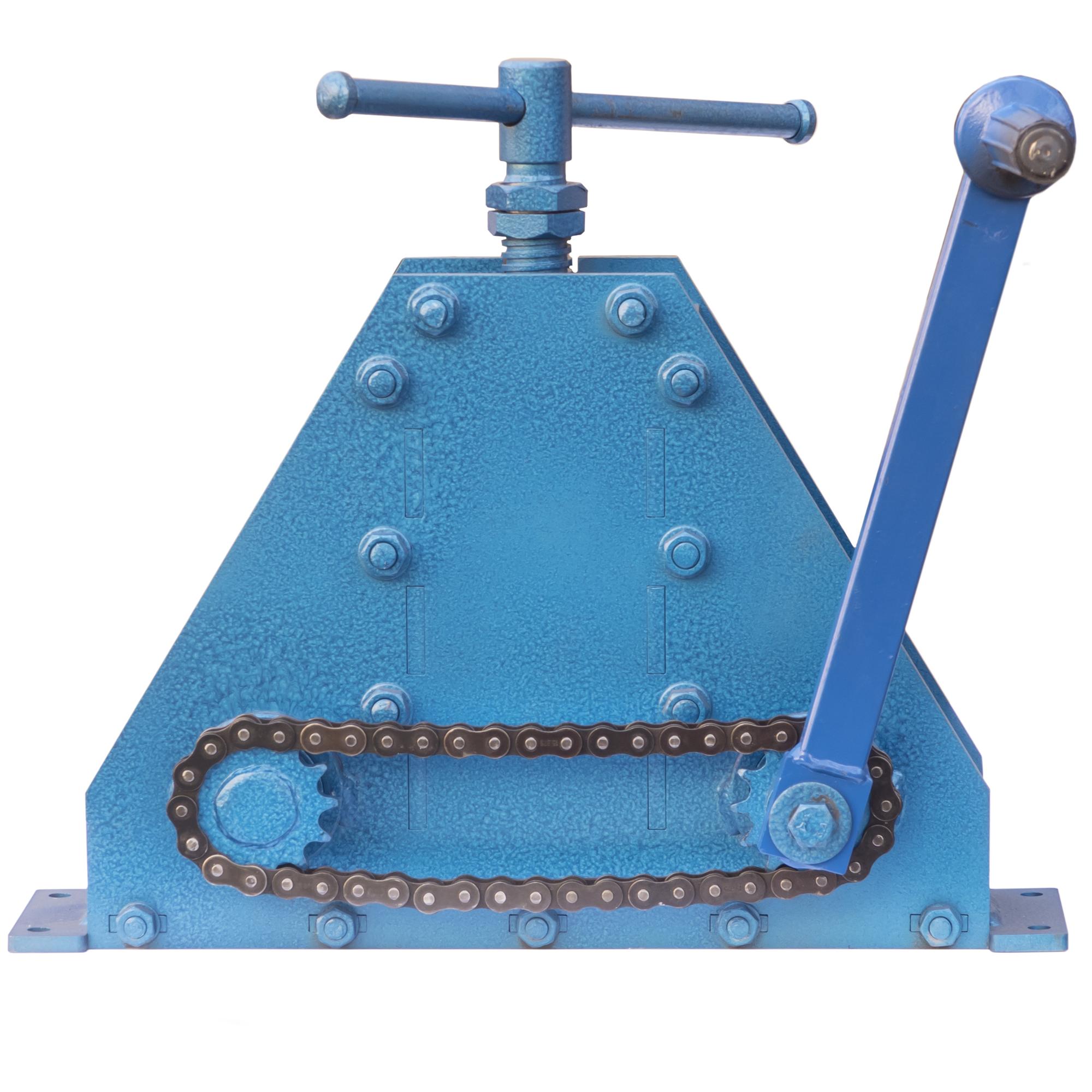 Болгаркой срезаем часть одной из полок уголка, чтобы он не упирался в болты. Привариваем элементы крепления к профильной трубе. Сверлим отверстия диаметром 10 мм.
Болгаркой срезаем часть одной из полок уголка, чтобы он не упирался в болты. Привариваем элементы крепления к профильной трубе. Сверлим отверстия диаметром 10 мм.
На следующем этапе отрезаем еще четыре куска от уголка 25х25 мм для направляющих прижимного ролика. Выставляем их под прямым углом и привариваем.
Из куска металла вырезаем опорную площадку для прижимного винта. По центру пластины сверлим отверстие.
После этого останется только изготовить сам прижимной блок, который состоит из резьбовой шпильки (винта от домкрата), двух подшипников и куска толстостенной трубы. Также потребуются шайбы и куски квадрата.
Подробно о том, как сделать мини трубогиб без токарных работ, можно посмотреть на видео ниже. Идея от автора YouTube канала «Самоделкин Иван».
Оцените запись
[Голосов: 87 Средняя оценка: 4. 3]
3]изготовление своими руками станка гибки труб
В строительстве и других отраслях промышленности довольно большое распространение получили трубы и металлический профиль. Дли изменения формы рассматриваемого материала применяется специальное оборудование — трубогиб. Гибка профильных труб подразумевает оказание серьезного давления, которое концентрируется в определенной зоне.
Основные конструктивные особенности
Сегодня в продаже можно встретить довольно большое количество различных станков, но всех их объединяет довольно высокая стоимость. Именно поэтому некоторые мастера решают изготовить трубогиб ручной своими руками. Чертеж трубогиба для профильной трубы можно скачать из интернета. Следует учитывать, что схема устройства может существенно отличаться. К конструктивным особенностям отнесем следующие моменты:
- Размер конструкции может существенно отличаться. Стоит учитывать, что большое приспособление может применяться для работы с более габаритными заготовками при условии повышения прочности соединений.
- Больше всего внимания уделяется типу привода. В большинстве случаев чертежи трубогиба своими руками для профильной трубы предусматривают создание механического привода, но также есть электрическая и гидравлическая конструкция. Механический привод проще сделать, он довольно гибкий, может быстро изменяться под поставленные задачи за счет применения большого рычага. Электропривод характеризуется компактными размерами и высокой эффективностью. Что касается гидравлики, то она характеризуется высокой эффективностью, но при этом система довольно сложна и требует периодического обслуживания.
- Конструкция может классифицироваться по принципу действия. К примеру, станок бывает арбалетного типа, или для распределения нагрузки устанавливаются ролики. Трубогиб может работать по принципу проката.

Простой трубогиб своими руками можно изготовить при применении домкрата.
 Это приспособление предназначено для концентрирования и передачи высокой нагрузки.
Это приспособление предназначено для концентрирования и передачи высокой нагрузки.Требующиеся элементы
Изготавливают самодельные трубогибы для профильной трубы (чертежи зачастую скачивают с интернета), для применения в домашней мастерской. Это связано с тем, что подобный гибочный станок обладает весьма высокой производительностью, но при этом не подходит для налаживания серийного производства. Чаще всего решают изготовить станок фронтального типа, так как для его изготовления требуются следующие детали и умения:
- Три ролика, представленные валами одинакового диаметра. Для того чтобы они могли выдерживать большую нагрузку ролики изготавливают из закаленного металла.
- Профиль можно изогнуть исключительно при передаче высокой нагрузки. Для этого применяется привод, основанный на металлической цепи.
- Оси вращения предназначены для фиксации роликов. Стоит учитывать, что они должны выдерживать высокую нагрузку.
- Профтруба, изготавливаемая из металла, в холодном состоянии жесткая, и часть усилия будет передано именно на оси вращения. Они устанавливаются для роликов, которые будут фиксировать заготовку в требуемом положении.
- Металлический профиль, из которого создается корпус. Создаваемая конструкция должна быть зафиксирована во время проведения гибки.
- Устройство, которое будет создавать усилие для изменения формы заготовки. Как ранее было отмечено, для изготовления подобной конструкции могут использовать домкрат. В этом случае усилие передается от рукоятки большой длины, так как за счет рычага она существенно возрастает.
Стоит учитывать, что металлопластиковый или деревянный тип роликов используется только в том случае, если станок предназначен для обработки заготовок из мягкого металла. Из-за относительно невысокой прочности роликов под действием высокого давления они могут деформироваться.
Особенности процесса
Процесс изготовления трубогиба достаточно прост, и предусматривает применение сварочного аппарата. Получаемый шов характеризуется высокой надежностью и жесткостью. Особенностью процесса производства можно назвать такие моменты:
- Для начала создается надежный каркас из металлического профиля и листов. Соединение отдельных элементов проводится сваркой или болтами.
- Работа проводится по ранее подготовленным чертежам. В этом случае можно обеспечить точное расположение всех элементов.
- Выполняется установка осей вращения и самих валов. Как правило, два вала расположены выше третьего, а образованное пространство между ними служит для расположения заготовки. Расстояние между валами определяет радиус изгиба профиля.
- Для передачи усилия в этом случае применяется цепная передача. Саму цепь можно взять с разбора различных механизмов автомобиля и мотоцикла. Для ее установки потребуется три шестерни соответствующих размеров.
- Привести в движение созданный привод можно через специальную рукоятку. Она соединяется с одним из валов.
Все это указывает на то, что создаваемая конструкция характеризуется относительной простотой и небольшими размерами.
Пошаговая инструкция по изготовлению
При соблюдении технологической последовательности изготовить станок своими руками относительно несложно. Основные рекомендации по проведению работы следующие:
- Прижимной вал можно изготовить самостоятельно или получить после разбора другой конструкции. Стоит учитывать, что на поверхности должны быть отверстия для размещения фиксирующей шпонки. На вале фиксируются шестерни, кольца и подшипники. Стоит учитывать, что один из них будет подвешиваться на пружинах, два других фиксироваться в неподвижном состоянии.
- В кольцах создаются отверстия, которые требуются для изготовления пазов и нарезания резьбы.
- Прижимной вал фиксируется на специальной полке. Изготовить ее можно при помощи обычного швеллера.
- Создаваемый каркас должен обладать высокой жесткостью. Для этого конструкция упрочняется различными поперечинами. Соединение отдельных элементов рекомендуется проводить сваркой, так как она в большей степени подходит для получения жесткого каркаса.
- Следующий шаг заключается в создании подвижной полки, которая служит для фиксации прижимного валика. В качестве фиксирующего элемента при создании витков применяется пружина с большим сечением.
После того как практически вся конструкция создана, выполняется крепление домкрата, через который будет передаваться усилие. Он должен фиксироваться жестко и надежно, так как создаваемое усилие будет довольно высоким.
Некоторые тонкости сбора конструкции:
- Прижимной вал фиксируется за счет шпонки для того, чтобы исключить вероятность его проворачивания вокруг своей оси. Кроме этого, он дополнительно прикручивается, за счет чего обеспечивается более надежное крепление.
- Довольно сложной является конструкция прижимной полки. Перед установкой вала к ней привариваются гайки, необходимые для крепления пружин.
- Для повышения показателя КПД цепь должна находится в натяжении. Ее натягивание проводится при помощи магнитного уголка, который также применяется в качестве держателя.
- Фиксация звездочек проводится при помощи шпонок из гровера.
- Приводная ручка гибочного станка должна быть с проворачивающейся трубкой.
- Установка домкрата, за счет которого будет оказываться воздействие, проводится на специальной подвесной платформе. Для ее создания применяются болтовые соединения и сварочный аппарат.
Механический привод во многом упрощает задачу.
Создание гидравлическая гибочного станка
За счет применения гидравлического привода есть возможность частично автоматизировать производственный процесс. Для того чтобы упростить создаваемую конструкцию применяется домкрат гидравлического типа, который характеризуется относительно небольшими размерами.
Для создания трубогиба с гидравлическим приводом потребуется:
- Гидравлический домкрат, предназначенный для работы с нагрузкой не менее 5 тонн.
- Ролики.
- Металлический швеллер с большим сечением.
- Пластины толстого металла.
- Башмак.
Принцип действия устройства достаточно прост и под силу умелому мастеру. Для его изготовления нужно провести следующие процедуры:
- Создается по чертежам конструкция, которая будет служить в качестве каркаса. Кроме этого, на первой стадии проведения работ изготавливается конструкция для фиксации роликов и башмака.
- Изготавливается нижняя платформа, на которой устанавливается домкрат. Для того чтобы при создании давления положение домкрата не изменялось, в качестве основания используется стальная плита большой толщины. Как правило, для крепления домкрата применятся болты, а для его управления устанавливается приводная ручка.
- Важно подобрать наиболее подходящие вальцы. При необходимости они изготавливаются своими руками.
- Положение башмака зависит от того, с каким именно радиусом загиба нужно получить изделие.
- Фиксация роликов и башмака проводится при применении болтов. Для них нужно сделать отверстия в раме.
Такая конструкция будет весьма эффективной и прослужит долго. Стоит учитывать, что гидравлический домкрат требует периодического обслуживания.
Другие рекомендации
Часто при гибочных работах следует выдерживать точное значение радиуса загиба и создаваемого угла. Для более точной работы применяются промышленные станки. Другие рекомендации, касающиеся создания самодельной конструкции:
- Для того чтобы существенно расширить область применения станка, можно создать конструкцию, которая будет предусматривать возможность быстрой смены валиков.
- При применении шаблона для того, чтобы исключить вероятность соскальзывания заготовки, применяются металлические крючки.
- Если гибка предусматривает создание изделие с большим радиусом загиба, то рекомендуется использовать станки с тремя роликами. За счет равномерного распределения нагрузки существенно упрощается процесс гибки.
- Для повышения универсальности оборудования опорные ролики можно сделать подвижными. Изменение их положения позволяет проводить регулировку радиуса загиба.
Самодельная конструкция практически не уступает многим промышленным моделям, которые предназначены для применения в быту. При этом их можно изготовить, используя подручные средства, что существенно снижает стоимость конструкции. Для наладки производственной линии с высоким показателем производительности лучше всего приобрести промышленный станок.
Ротационные вытяжные машины | Трубогибы
Ручной трубогиб от Baleigh Industrial обеспечивает точных результатов по невысокой цене — отличный вариант для любителей и магазинов, изготавливающих единичные детали. Вы получите преимущества нашего передового дизайна и качественных материалов , не тратя больше на производственный гибочный станок.
Почему стоит покупать ручной трубогиб от Baileigh?
- Эффективная конструкция без штифта — Изогните трубку на 180 ° без необходимости перемещать фиксирующие штифты.Ваш магазин сэкономит время, так как вам не придется останавливаться и повторно приколоть матрицу.
- Конструкция из стали или чугуна — Наши ручные гибочные станки изготавливаются из прочных материалов, поэтому они служат долго и остаются точными.
- Пожизненная техническая поддержка по телефону — Вы можете позвонить в нашу команду обученных и проверенных экспертов, когда столкнетесь с проблемой или у вас возникнет вопрос.
Мы производим 2 вида ручных трубогибов:
- Простые ручные гибочные станки , такие как RBD-10 и RDB-25 — эти модели позволяют изгибать трубки и трубы небольшого диаметра.Они поставляются с несколькими наборами штампов.
- Гибочные машины с храповым колесом , такие как RBD-50 и RDB-100 — эти модели могут выполнять гибку большей грузоподъемности. Длинная ручка дает вам возможность сгибать материал без напряжения.
325 долларов.00 $
В наличии
- Диаметр круглой трубы 7/8 «
- Емкость квадратной трубы 1 дюйм
- .047 «толщина стенки
- Включает 8 штампов для круглых и квадратных труб
940 долларов.00 $
Свяжитесь с нами по телефону
- Ручной трубогиб для гидравлических линий
- Изгибы до 180 °
- Включает 10 комплектов штампов, наружный диаметр от 1/4 «до 5/8»
1334 доллара.00 $
В наличии
- Трехскоростной трубогиб с ручным управлением.
- Изгиб до 200 °.
- 2.Емкость трубки 5 дюймов из низкоуглеродистой стали и трубки из хромомолибденовой стали 2 дюйма.
2570 долларов.00 $
Свяжитесь с нами по телефону
- Ручной ротационный трубогиб и трубогиб
- Диаметр трубки 1,75 дюйма
- Диаметр трубы из низкоуглеродистой стали 1 дюйм, сортамент 40
- Максимум 10.5 «CLR
Прогноз отрасли по гибке труб / Рынок трубогибочных машин / Axenics
Согласно отчету о рынке трубогибочных машин, опубликованному в марте 2018 года компанией Technavio, глобальный рынок гибочных машин будет расти со средним годовым темпом роста 4,97% до 2022 года. ведущая мировая исследовательская компания.
Трубогибочные и трубогибочные машины в последнее время пользовались спросом, и, согласно выводам Technavio, этот рост продолжится в США и других странах, что является отличной новостью для Axenics.Практически нет различий между трубогибочными и трубогибочными машинами; материалы, используемые на станках, очевидно, различаются.
Гибка пластиковых труб — одна из основных услуг Axenics. Наша команда обладает опытом изгиба пластиковых труб в точные формы и может изгибать пластик в те же формы, что и трубы из нержавеющей стали.
Отчет о рынке трубогибочных машин описывает текущий размер рынка трубогибов, а также темпы роста и прогноз на период с 2012 по 2022 год.В отчете отмечены ключевые игроки в этой области, такие как производители, поставщики сырья, поставщики оборудования, конечные пользователи, трейдеры и дистрибьюторы. Данные были собраны из годовых отчетов компаний, журналов и веб-сайтов, и данные были проверены экспертами рынка. В докладе рассматриваются трубогибочные станки в основном в Северной Америке, Европе, Китае, Японии и Юго-Восточной Азии.
Трубогибочные станки с ЧПУ были одной из основных категорий в Отчете о рынке трубогибочных машин.В Axenics мы выполняем прецизионную гибку труб с использованием новейшего гибридного гибочного станка с ЧПУ Horn Metric TBRE. Этот тип гибочного инструмента с ЧПУ предлагает гибку на оправке и гибку валков в сочетании, чтобы лучше соответствовать спецификациям производителей оригинального оборудования для компонентов и трубных узлов.
Гибридный гибочный станок с ЧПУ Horn Metric TBRE, используемый Axenics, является идеальным решением для множества применений во всех отраслях промышленности. Гибочный станок серии TBRE — один из самых популярных гибочных станков в США.S. благодаря своим обширным возможностям, универсальности, надежности и исключительному уровню производительности. Некоторые из наиболее распространенных приложений, для которых он может использоваться, включают:
- Военные / оборонные приложения
- Аэрокосмические приложения
- Медицинские устройства
- Автомобильные приложения
- Полупроводниковые приложения
Вот несколько ключевых причин, по которым вам следует подумать Гибка труб с ЧПУ для вашего следующего проекта:
Экономия затрат:
Если вы хотите снизить затраты и при этом добиться качественных результатов, гибка труб с ЧПУ — это экономичное решение.Прецизионная гибка труб позволяет производителям избавиться от необходимости покупать большое количество соединений и приспособлений, которые требуются при сварке стыков, стоимость которых может быстро возрасти.
Гибочный станок с ЧПУ также позволяет в первую очередь автоматизировать процессы гибки труб, устраняя необходимость в большом штате сварщиков. Большинство гибок может выполняться на станке и проверяться специалистом по гибке, что сокращает затраты на рабочую силу на протяжении всего проекта, особенно в случае больших объемов заказов.
Экономия времени:
Поскольку станок может автоматизировать большую часть процесса, требуется гораздо меньше ручного труда, что позволяет процессу продвигаться быстрее. Поскольку гибка труб с ЧПУ устраняет необходимость в использовании соединений и приспособлений для соединения и фиксации компонентов, здесь также можно сэкономить рабочее время.
Кроме того, точность, с которой может выполнять гибочный станок с ЧПУ, позволяет выполнять последовательные и точные изгибы, что сокращает время, затрачиваемое на исправление или «переделку» сварных швов, не соответствующих стандартам качества.Пользовательские изгибы также могут быть легко выполнены и обеспечивают более эффективное и быстрое решение для создания уникальных пространств и дизайнов.
Качество и постоянство:
Использование гибочного станка с ЧПУ не только гарантирует высокое качество продукции, но также позволяет поставщику услуг многократно достигать одного и того же высококачественного результата. Радиусы изгиба можно настроить в соответствии с необходимыми спецификациями, и вы можете рассчитывать на то, что машина будет точно изгибать каждый раз, когда через нее проходит труба.
При использовании гибочного станка с компьютерным управлением уменьшается вероятность того, что конечный продукт будет иметь дефекты, а за счет исключения стыков и сварных швов в сложной сборочной системе уменьшается вероятность возникновения утечек или трещин.
Отчет о рынке трубогибочных машин состоит из следующих разделов:
- МЕТОДОЛОГИЯ ИССЛЕДОВАНИЯ
- ПЕЙЗАЖ РЫНКА (рыночная экосистема, характеристики рынка и анализ сегментации)
- РАЗМЕР РЫНКА (определение рынка, размер рынка 2017, размер рынка и прогноз на 2017-2022 гг.)
- АНАЛИЗ ПЯТИ СИЛ (рыночная сила покупателей, рыночная сила поставщиков, угроза появления новых участников, угроза замены, угроза конкуренции и конъюнктуры рынка)
- СЕГМЕНТАЦИЯ РЫНКА ПО ПРИЛОЖЕНИЯМ
- КЛИЕНТСКИЙ ПЕЙЗАЖ
- СЕГМЕНТАЦИЯ ПО МОЩНОСТИ
- РЕГИОНАЛЬНЫЙ ЛАНДШАФТ
- РАМКА РЕШЕНИЙ
- ДРАЙВЕРЫ И ВЫЗОВЫ (Движущие силы рынка и вызовы рынка)
- ТЕНДЕНЦИИ НА РЫНКЕ (Интеграция роботов с системами гибки, появление полностью автоматизированных гибочных станков и появление полностью автоматизированных систем гибки панелей)
- ПОСТАВЩИК ПЕЙЗАЖ
- ПОСТАВЩИК АНАЛИЗ
Стоимость отчета составляет 2 900 долларов США за лицензию на одного пользователя.Посетите здесь для получения дополнительной информации.
Гидравлический трубогиб
: Сравнительное руководствоВ обрабатывающей или металлообрабатывающей промышленности гидравлические трубогибы необходимы для точного изгиба без складок. Вы можете установить желаемый угол изгиба с помощью специальных настроек в этом устройстве. Они могут помочь вам создать точные локти. Эти гибочные инструменты с гидравлическим приводом могут поставляться с различными головками, чтобы вы могли изготавливать электрические или металлические трубы, изгибаемые под желаемым углом.
Гидравлические трубогибы — идеальный инструмент для гибки металлических труб, труб или трубопроводов. Но какой тип трубогиба вам нужен? Ответ зависит от того, что вы хотите согнуть и как это согнуть. В этой статье мы рассмотрим различные типы трубогибов.
Различия между трубогибами и трубогибами
Трубогиб : Чем трубы отличаются от труб? Согласно общепринятому мнению, труба определяется исходя из ее внутреннего диаметра по сравнению сего внешний диаметр и толщина стенки. Труба круглая, и ее стенки обычно толще, чем у водостока.
Трубогиб : Трубогиб сгибает трубы, и в основном это тот же метод, что и трубогиб. А чем трубки отличаются от труб? Трубка определяется ее внешним диаметром, и, согласно тому же общепринятому мнению, она обычно меньше и менее жесткая, чем труба. Он может быть круглым или нет. Станок для гибки катетеров
Трубогиб : Трубогиб предназначен для изгиба углов в трубопроводе, трубе, через которую выполняется электропроводка.Необходимо понимать разницу между трубой и трубой, чтобы выбрать совместимый гибочный станок и матрицу, формирователь или гибочный валок нужного размера.
:: Подробнее: Что такое трубогибы?
Гидравлические, электрические, ручные и механические
Четыре наиболее распространенных типа трубогибов — это гидравлические трубогибы, электрические, ручные и механические. Гидравлический блок чрезвычайно прочен и прочен и может производить точные углы с толстыми стенками в больших трубах.Электрические трубогибы имеют электрические зубчатые передачи и обычно программируются, что делает их идеальными для выполнения нескольких итераций одного и того же изгиба. Ручные или ручные трубогибы дешевы, их легко транспортировать и манипулировать, и они могут выполнять многие операции по гибке с достаточным количеством смазки для колен. Гибка вручную — это искусство. Это требует определенных навыков, но позволяет создавать нестандартные формы. По углам гибки механические гибочные станки находятся между гидравлическими и ручными гибочными станками.
Применение гидравлических трубогибов
Универсальный гидравлический гибочный станок можно использовать во многих областях, от автомобильной гидравлики до дизайна интерьера.Некоторые примеры готовых изделий, которые могут быть произведены с использованием трубогибов от 1 до 12 осей, в зависимости от требуемой степени автоматизации. Некоторые из приложений включают:
- Гидравлические соединения и системы
- Топливопроводы для дизельных двигателей
- Принадлежности для мотоциклов и скутеров
- Мебель и аксессуары из железа, стали и алюминия
- Мебель для магазинов, офисных зданий, больниц и т. Д.
- Детские игровые площадки и тренажеры
- Выхлопные системы
- Ручки
- Оборудование для пищевой промышленности
И многое другое!
Как работать с ручным гидравлическим трубогибом?
Ручной трубогиб — это относительно простой инструмент, который может обеспечить точные и надежные изгибы различных труб, включая медные трубы, стальные трубы и трубы на основе алюминия.Несмотря на то, что существует множество автоматических трубогибов с электрическим и гидравлическим приводом, эти машины громоздки и не подходят для работы в полевых условиях, где надлежащие силовые соединения могут быть недоступны. Ниже приведены основные этапы эксплуатации гидравлического трубогиба:
- Настройка гибочного станка : Всем ручным гибочным станкам рекомендуется ограничивать размер трубы или трубы, которую можно эффективно изгибать. Предел может варьироваться в зависимости от материала трубки, а также ее поперечного сечения и толщины.У вашего гибочного станка будет регулировочная шкала, которую необходимо настроить в зависимости от необходимого радиуса трубы и общего числа градусов, на которое вам нужно согнуть. Возможно, вам потребуется скорректировать расчет в соответствии с радиусом, которого вы хотите достичь, чтобы получить желаемый результат. Еще один фактор, о котором вам нужно помнить, — это то, можете ли вы использовать тиски. Большинство ручных трубогибов можно оснастить тисками, и если вы хотите сгибать трубы с более толстыми стенками, вы должны использовать эту среду.
Отметьте направления изгиба и контрольные точки : Поскольку вы можете сделать несколько изгибов одной пробирки, вам следует пометить пробирку продольной линией для справки.Линия всегда должна оставаться в направлении, противоположном направлению изгиба. Контрольные и измерительные отметки на пробирке гарантируют, что вы получите нужные вам результаты и сможете отслеживать свой прогресс.
Выровняйте и вставьте трубку в гибочный станок : вы должны повернуть один из двух гибочных рычагов вверх, чтобы вставить трубку в гибочную форму, при этом следящая метка всегда видна. После вставки трубки механизм защелки обычно можно использовать для опускания второго рычага, чтобы удерживать трубку на месте при выполнении незначительных регулировок.
Начало процесса гибки : Вы можете начать процесс гибки, крепко удерживая опорный рычаг ролика и опуская его до тех пор, пока на пресс-форме не будет достигнута необходимая отметка градусов. Следует отметить, что большинство труб имеют тенденцию к определенному отскоку после изгиба. Медные трубы обычно имеют более низкую прочность по сравнению со стальными трубами. Убедитесь, что во время этого процесса выплачивается возвратная пружина.
Выставка IMTS
IMTS собрала на этой онлайн-платформе производителей трубогибочных машин со всего мира.Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
Самая большая электрическая трубогибочная машина в истории
Innovative Tube Equipment Corporation (Чикаго, Иллинойс), североамериканский дистрибьютор компании Unison Ltd. (Скарборо, Великобритания), ввел в эксплуатацию крупнейшую полностью электрическую трубогибочную машину, когда-либо производившуюся на судостроительном заводе Newport News Shipbuilding (Ньюпорт-Ньюс, Вирджиния). ), подразделение Huntington Ingalls Industries, которое поставляет атомные авианосцы и подводные лодки Соединенному Королевству.С. Военно-морской флот. Машина способна создавать крутящий момент более 265000 фут-фунтов (360000 Нм), который может изгибать трубопровод до 8 дюймов NPS, с внешним диаметром 8,625 дюйма или 219,1 мм, с толщиной стенок Schedule 80 0,5 дюйма (12,7 мм). .
На протяжении более 128 лет компания Newport News Shipbuilding спроектировала, построила, отремонтировала и отремонтировала большое количество судов для ВМС США и коммерческих заказчиков. В настоящее время верфь является единственным проектировщиком, изготовителем и заправщиком атомных авианосцев ВМС США и одним из двух поставщиков атомных авианосцев U.С. Подводные лодки ВМФ. С обширными производственными мощностями, расположенными на площади более 550 акров вдоль побережья в 2,5 мили в Ньюпорт-Ньюсе, на верфи работает более 23 000 человек, многие из которых являются судостроителями в третьем или четвертом поколении. Судостроитель имеет более чем семилетний опыт использования полностью электрических трубогибов Unison, который начался еще в 2007 году, когда верфь приняла поставку трех машин для изготовления труб и систем трубопроводов для использования на проектах авианосцев.
Unison постепенно увеличил диаметры труб, которые могут быть сформированы с использованием полностью электрического движения, включая качественный скачок мощности, достигнутый в 2014 году благодаря архитектуре машины с приводом от серводвигателя, которая способна изгибать толстостенные трубы диаметром 225 мм и более .Теперь наличие полностью электрических гибочных станков с сервоприводом для труб того размера, который используется в Ньюпорт-Ньюсе, дает значительные преимущества в производительности при производстве судовых трубопроводов по сравнению с обычным оборудованием с гидравлическим приводом, включая интеллектуальную настройку с программным управлением и гибка с точностью до первого раза с исключительной точностью и повторяемостью. Точность изгиба достигается за счет включения уникальной лазерной системы, которая автоматически измеряет и регулирует углы изгиба для упругого возврата металла трубы.
Unison также выиграла заказ на станок для гибки труб и специальные инструменты от Cybex International, Inc. (Медуэй, Массачусетс), ведущего производителя со штатом в 560 сотрудников, который создает широкий спектр тренажеров премиум-класса для двух человек. большие современные производственные мощности в Медуэй и Оватонна, Миннесота. Имея более 90 патентов, коммерческие продукты Cybex продаются внутри страны, в основном через прямых продаж, а легкие коммерческие и потребительские товары проходят через специализированных фитнес-дилеров.На международном уровне оборудование продается через дистрибьюторов в более чем 90 странах мира.
Это уникальное тренажерное оборудование разработано с помощью принципов науки о физических упражнениях, чтобы быть биомеханически правильным и давать оптимальные результаты при минимальной нагрузке на организм. Трубогибочный станок Unison с уникальным сервоприводом был специально разработан, чтобы позволить Cybex снизить затраты на отходы за счет устранения необходимости отрезать более короткие трубчатые детали до нужной длины после гибки.
Практически все тренажеры Cybex изготовлены на основе высококачественного трубчатого стального каркаса, большая часть которого производится на заводе в Оватонне, что является заметной частью имиджа бренда и, следовательно, должно сочетать эстетичный внешний вид с прочностью конструкции. Для этого рамы изготавливаются из прочных стальных труб 11 ga трех разных размеров с использованием различных патентованных профилей труб, включая плоские овальные и сжатые восьмиугольные. Изготовление гладких изгибов без складок на трубчатых профилях этих типов является технически сложной задачей и требует значительного опыта.
Cybex в настоящее время использует гидравлические трубогибы для обработки большей части своих производственных потребностей вместе с одним полностью электрическим станком с ЧПУ для более сложных деталей, для которых требуется несколько гибов с разными радиусами. Части трубы имеют длину от 2 футов до 10 футов и включают в себя множество изгибов, от пологих изгибов до крутых изгибов с радиусом центральной линии всего 4,8 дюйма. Для большинства деталей требуется точность изгиба ± 1 градус или выше для достижения конца. Позиционные допуски от конца до конца равны 0.03 дюйма. После гибки детали свариваются, очищаются, подвергаются дробеструйной очистке и покрываются порошковой краской. Чтобы конечный продукт был безупречным, каждый этап этого процесса подвергается строгому контролю качества.
Детали со сложной формой изгиба производятся небольшими партиями — обычно партиями от 12 до 30 деталей — на существующем гибочном станке с ЧПУ. Как и большинство ротационных трубогибов, он оснащен неподвижной скребковой матрицей, которая помогает контролировать поток материала и предотвращает сгибание трубы во время гибки с малым радиусом.Постоянное присутствие матрицы накладывает ограничение на минимальную длину трубы, которую можно согнуть. Это означает, что для производства коротких деталей Cybex должен использовать слишком длинные трубы, а затем обрезать их до нужной длины после сгибания. У этого есть несколько недостатков: (1) резка формованной детали занимает много времени и ее гораздо труднее резать, чем прямую трубу; (2) формованная деталь требует дополнительных этапов обработки и контроля качества; и (3) при обработке формованной детали образуется материальный лом, который стоит дорого и противоречит приверженности компании экологически ответственным производственным методам.
Гибочный станок по индивидуальному заказу от Unison сгибает трубы сложной и короткой формы без образования отходов обрезки. Вместо стационарной шлифовальной матрицы в новом станке используется уникальное откидное крепление для инструмента, которое, как и все моторизованные оси станка, приводится в движение серводвигателем с программным управлением. Перемещение грязесъемного штампа от прижимного штампа к концу цикла гибки позволяет подвести механизм подачи труб ближе к поворотной гибочной головке, что облегчает полностью автоматизированное производство коротких деталей.Новый станок основан на полностью электрическом трубогибе с ЧПУ 4 дюйма (100 мм) из линейки устройств Breeze. Он сконфигурирован с возможностью гибки с несколькими радиусами и многослойной оснасткой, что позволяет изготавливать сложные детали за один непрерывный машинный цикл. Точность нового станка достигается за счет включения уникальной лазерной системы, которая автоматически измеряет и регулирует углы изгиба, чтобы компенсировать отскок трубы после изгиба.
Cybex ссылается на быструю и повторяемую настройку с программным управлением, точность гибки и низкое энергопотребление в качестве основных причин, по которым она выбрала этот нестандартный трубогиб.К другим факторам относятся очень положительные отзывы операторов станков из эталонных компаний, которые посетили во время процесса предварительного заказа, а также готовность Unison разработать специальный трубогибочный станок специально для повышения гибкости и эффективности производства мелких деталей. «Большинство наших машин используется для гибки труб с круглым профилем», — объясняет Джим Сэйнор, старший коммерческий менеджер Unison. «Приложение Cybex необычно, потому что оно включает в себя различные профили труб, и они накопили значительный опыт в этой высокоспециализированной дисциплине.Мы тесно сотрудничаем с ними и нашим производителем инструментов, чтобы гарантировать, что поставляемый нами станок с первого раза станет оптимальным производственным решением с момента его установки. Это сотрудничество включало видеосъемку существующих операций по гибке, чтобы убедиться, что каждая капля ноу-хау специалистов Cybex воплощена в разработке инструментов, станков и методик гибки труб ».
Innovative Tube Equipment Corporation, 1807 West Sunnyside Avenue, Chicago, IL 60640, 866-574-8823, info @ tube-equipment.com , www.tube-equipment.com .
Unison, 28 Schenck Parkway, Suite 200, Asheville, NC 28803, 828-771 0850, www.unisonltd.com .
Unison Ltd., Faroe House, Thornburgh Road, Scarborough, YO11 3UY, United Kingdom, +44 (0) 1723 582868, [email protected] , www.unisonltd.com .
МАГАЗИН ТРУБОГИБНЫХ СТАНКОВ
Добро пожаловать в компании B and E Enterprises, Inc.
Ваше производство для гибки труб Специалист механического цеха
Полное обслуживание Гибка труб, обработка, сварка, обжимка, резка, удаление заусенцев и полировка
Производство продуктов высочайшего качества для клиентов на 28 лет
Вы называете это, мы делаем это!
И, если мы не сможем этого сделать, мы направим вас к тому, кто может!
Сэкономьте время, приходя к нам первыми!
«Я смотрю, как можно сделать что-то ,
не только как это обычно делается ».
«Я основал B&E Enterprises 28 лет назад, когда понял, что никто другой мог делать такую работу, как мог. У меня было страсть выяснить, как сделать вещи, которые большинство людей не могли сделать. Почему я могу делать детали, которые другие не может? Потому что я по-другому смотрю на принты и проекты.
Здесь, в B and E Enterprises, мы очень гордимся вниманием к деталям и правильным их выполнением.Наш высокое качество продукции не может быть воспроизведено. Мы создаем продукты для высочайшие стандарты качества для наших клиентов, и мы будем их поддерживать превосходное качество для изготовления ваших деталей ».
Майк Банистер
Узнайте, что нужно B и E Enterprises Предлагаю Вам:
1. Никакая деталь не является слишком маленькой или слишком большой
* У нас есть знания, оборудование и возможности гнуть и изготовить проект любого размера.
* Самой маленькой деталью, которую мы изготовили, был локоть для Военный, длина которого составляла всего 1/4 дюйма.
* Самая большая часть представляла собой квадратную трубу размером 3 дюйма на 3 дюйма, изогнутую на детали длиной 3 фута на 30 футов. в общественном транспорте.
2 . Нет слишком маленького или слишком большого количества
* Мы предлагаем Превосходная гибкость и универсальность услуг от концепции до основной Производственные циклы.
* Большинство компаний делают только прототипы или только производственные работы; либо небольшая работа или просто огромные.Мы одна из немногих компаний, которые обладают гибкостью и универсальность, чтобы делать и то, и другое. На регулярной основе мы выполняем единственные в своем роде работа с прототипами, небольшие проекты и крупное производство в тысячи; Все одновременно.
3 . Работаем со всеми размерами материалов от От маленького до огромного
* Гибка круглой трубы с минимальной как 1/16 «О.Диаметр до 8 дюймов.
* Гибка трубы квадратного сечения от 1/2 «x 1/2 дюйма до 4 дюймов x 4 дюйма
* Гибка прямоугольной трубы от 1/4 » x 1/2 дюйма до 4 дюймов x 6 дюймов
* Изгиб овальной трубы от 1/2 «до 4 «
* Мы одни из немногих у которого есть опыт изгиба овальных трубок.
4. Мы работаем со всеми размерами толщины стен, от ультратонких до ультратонких
* Сгибаем, изготавливаем и насосно-компрессорные трубы с толщиной стенки от 0,010 дюйма до 0,500 дюйма.
* И у нас есть возможность гнуть твердую сталь Пруток толщиной до 3 дюймов.
5. Работаем со всеми типами материалов
* Низкоуглеродистая сталь
* хромомолибден
* Нержавеющая сталь
* Алюминий
* Титан
* Инконель
* Медь
* Никель
* Латунь
* Оцинкованный
6 .Мы можем соблюдать очень строгие допуски
* Строгие допуски не проблема. Поскольку у нас есть все возможности механического цеха, мы можем адаптировать наш инструментарий для обеспечения необходимого критические размеры. Только один из примеров наших возможностей — это использование нами Прецизионные оправки при гибке для сохранения критических размеров Размер и форма трубки как внутри, так и снаружи.
7. У нас есть обширный набор инструментов, готовых к использованию
* У нас есть Сотни отдельных гибочных штампов на наших полках, готовых для использования в ваших проектах, а также сотни и сотни инструментальной оснастки для гибки, механической обработки и изготовления, включая оправки, Грязесъемники, Плашки, Зажимы, Обжимные Плашки, Прессы, Плашки, Конец Фрезы, фрезы, радиусные фрезы, цанговые патроны, патроны 3-4-6 и т. Д. И т. Д. И т. Д.У нас есть множество инструментов для вашего использования.
* Дополнительно w e сделать все наши собственные инструменты, и таким образом может Марка Инструмент любого размера вам нужно.
8 . У нас Обширные и обширные производственные возможности
* Мы являемся экспертами в области гибки труб, токарных работ с ЧПУ, обработки, точной сварки и точечной сварки. Сварка, обжимка, резка, снятие заусенцев и полировка.
* ТРУБОГИБ
* Мы эксперты в области гибки труб
* Мы выполняем прецизионную гибку на оправке, чтобы сохранить размер и форму трубы внутри и за пределами.
* Гибка круглых труб диаметром от 1/16 до 8 дюймов
* Квадратная труба, изгибающаяся от 1/2 «x 1/2» до 4 «x 4»
* Прямоугольная труба, изгибающаяся от 1/4 «x 1/2» до 4 «x 6»
* Изгиб овальной трубы от 1/2 «до 4»
* Современное оборудование
* Сосна №4 Правая сторона с цифровым управлением N.Бендер К.
* Pines # 4 Левостороннее управление с цифровым управлением N.C.Bender
* Пайнс # 1 Высокоскоростной станок с ЧПУ с цифровым управлением
* Бендер Di-Acro
* ТОКАРНЫЙ СТАНОК с ЧПУ
* Получите либо готовые детали, либо просто Составные части.
* Мы одна из немногих компаний в стране, у которых есть полный производство Mori-Seiki Токарный станок с ЧПУ с ЧПУ и автоматизированной Прутковые питатели и конвейерная система. ср. способны выдерживать допуски + 0,001 «, что позволяет нам поставлять детали нашим клиентам, которые охватывают весь диапазон — от рулевых тубусов велосипеда до точных электронных компоненты микроскопа. Наш опыт в программировании и эксплуатации этого замечательный токарный станок позволяет нам предоставить вам готовые точеные детали или только компоненты, в зависимости от того, что лучше всего соответствует потребностям вашей компании.
* ОБРАБОТКА
* У нас есть обширный механический цех.
* У нас есть практически все машины, которые вы бы хотели способность выполнять все аспекты вашей работы за вас, от базового бурения до нарезание резьбы на более сложные токарные и фрезерные работы. Это дает вам универсальность, чтобы мы могли закончить вашу деталь или просто предоставить вам обработанные детали.
* Современное оборудование
* Бриджпорт, Максмилл и Цинциннати Мельницы
* Mori-Seiki Токарный станок с ЧПУ с ЧПУ
* Токарные станки Delta, Victor и Le Blond
* Пробивные и гидравлические прессы
* 100-тонный пресс глубокой вытяжки с размером стола 29 «x 84»
* Steinhoj 40-тонный пресс
* Автоматическая линия Grainer / Sander Ramco
* Вертикальный длинный шлифовальный станок 60 дюймов
* Мистер.Стакан для удаления заусенцев
* ТОЧНОСТЬ СВАРКА TIG
* Мы выполняем высокоточную сварку TIG, сварку MIG и точечную сварку.
* Мы сертифицированы по ANSI / AWS B2.1, ANSI / AWS D1.1, ANSI / AWS D1.2, MIL-STD 1941 и MIL-STD 1261, который дает нам возможность работать со всем, начиная с военная сварка с особыми требованиями к прочности выхлопных газов мотоциклов системы как с прочностью, так и с косметическими требованиями.
* Современное оборудование
* Hobart Cyber-Tig Welders
* Аппараты для дуговой сварки TIG
* Сварочные аппараты Miller Tig
* Аппараты для дуговой сварки Mig
* Сварочные аппараты Miller Mig
* Сварщики точечной сварки
* РАЗМЕР
* Мы производим собственные инструменты для обжима, поэтому у нас есть возможность выполнить практически любую работу.
* Современное оборудование
* Горизонтальный гидравлический пресс 80 тонн
* 40-тонный вертикальный гидравлический обжимной пресс
* ОБРАБОТКА И ОБРАБОТКА ЗАУСОВ
* Выполняем резку с малым допуском
* Современное оборудование
* Автоматические пилы для холодной резки Scotchman
* Холодные пилы Brobo и Haberle
* Горизонтальные ленточные пилы
* Станки для резки и раскатки валков Birkestrand
* ПОЛИРОВКА
* Полироль для блеска
* Современное оборудование
* Вертикально-полировальные станки C&C Buffet
* Автоматическая линия Ramco Granier / Sander
9.У нас есть опыт работы с широким спектром Продукция и отрасли
* Мы делаем детали, которые работают полный спектр продуктов и отраслей. Широко известный во всем мире Компании для маленьких мам и популярных магазинов. Мелкие детали и малые количества к большим Детали и большие количества. Специализированные компоненты для полностью завершенных систем. Коммерческие продукты, продаваемые в розничных магазинах для самолетов Компоненты для армии США. Мы все это делаем. Нет работы слишком маленькой или слишком большой.
Вот список немного ассортимента продукции, которую мы производим для наших клиентов:
* Гидравлические линии для военных самолетов
* Стойки для сумок для гольфа
* Пневматические трубки для стоматологических боров
* Катушка охлаждения для промышленного лазера
* Ножки для дизайнерских музейных столов
* Спицы хирургические ортопедические
* Коммерческое оборудование для фитнеса
* Тяжеловесные
* Защита задних фонарей Humvee
* Стойка для штор для душа
* Каркасы сидений для самолетов
* Руль мотоцикла
* Системы водяного орошения для приютов для животных
* Дизайнерские ножки стула
* Конструкции навеса для системы общественного транспорта легкорельсового транспорта
* Ортоскопический хирургический шаблон при травмах позвоночника
* Заголовки для гоночных лодок, Глушители и морские детали
* Охлаждающий змеевик для космических исследований
* Глушители и выхлопные системы мотоциклов
* Витрины для бизнес-презентаций
* Подъездные трапы для грузовиков
* Руль, вилки и рамы BMX
* Система спутниковой связи Arms
* Запчасти для горных и пляжных круизеров
* Шкафы безопасности
* Хомут для шлема для игр виртуальной реальности
* Запчасти для грязеуловителя и грейдера тяжелого оборудования
* Педали тормоза акселератора для ходовых тележек
* Компоненты платформ для бурения нефтяных и метановых скважин
* Розничные дисплеи
* Выхлопные системы двигателя автомобиля Hot Rod
* Стоматологическое кресло Arms
* Детали подметально-уборочной машины
* Оптические измерительные системы
* Стулья для душа для людей с ограниченными возможностями
* Поручни для яхт
* Детали импринтера коммерческого трактора для проектов восстановления окружающей среды
* Поручни для прогулочных и рыболовных судов
* Каркас поперечной балки Hot Rod
* Детали системы охлаждения дизельного грузовика
* Стеллажи для выставки товаров
* Компоненты автоматического открывания ворот
* Стоматологическая стойка Light Poles
* Почтовые фургоны Стеллажи
* Пандусы для фургонов для инвалидов
* Торговые перила для музеев
* Промышленные стеллажи и тележки
* Легковые и грузовые автомобили с прицепами
* Рамы для стоматологических тележек и подносов
* Прочные медицинские перила и регулирующие детали для больничных коек
* Рамы спортивной инвалидной коляски
* Компоненты датчика температуры для винодельческой, химической и пищевой промышленности
* Детали прибора градиента давления
* Компонент воздуховода для двигателя грузовика с турбонаддувом
* Удлинитель кузова грузовика
* Интерактивный дисплей сиденья и руля мотоцикла
* Кронштейн для монитора компьютера для образовательной системы
* Лобовое стекло тележки для гольфа и рама солнцезащитного козырька
* Распылители для промышленных посудомоечных машин
* Рамка камеры для пенитенциарной системы
* Оружие для физиотерапевтического слинга
* И т.п.И т. Д. И т. Д.
10 . Местоположение не является проблемой.
* Сейчас производить запчасти для компаний, расположенных по всей США, Канада, Австралия и Мексика. В прошлом мы также производили и отправляли запчасти для компаний в Европе. Так что местоположение не проблема. Где бы ты ни был live, мы можем удовлетворить ваши потребности.
Запросить цену
* Электронная почта, телефон или факс:
* Электронная почта: [email protected]
* Телефон: 714-630-3731
* Факс: 714-630-1522
Свяжитесь с намиСвяжитесь с нами следующим образом:
- Телефон
- 714-630-3731
- Факс
- 714-630-1522
- Почтовый адрес
- B and E Enterprises, Inc.
- 1380 Н. Маккан-стрит, , ,
- Анахайм, Калифорния 92806
- Эл. Почта
- [email protected]
- Веб-страница
www.tubebender.com
Различные типы гибки труб
В производстве гибка труб играет одну из самых важных частей. Существует так много продуктов, которые производятся с использованием трубок, что невозможно перечислить их все. Будь то гибка труб для каркаса безопасности в гоночном автомобиле, изготовления труб, тромбонов или других музыкальных инструментов, лестничных перил в высотных зданиях или прецизионных гидравлических линий в самолетах, точное формование труб является критически важной частью современного производства.
Способ формирования этой трубки зависит от множества факторов, таких как тип материала, толщина стенки, требуемое количество и желаемая точность. Трубогибы обычно приобретаются с учетом этих факторов, и хотя может быть множество методов для достижения желаемой точности, обычно есть только один, способный учесть все факторы. Но что это за методы гибки труб? Как они работают и каковы преимущества одного процесса гибки труб перед другим? Ниже мы разберем основы этих различных методов гибки труб и расскажем о преимуществах и недостатках каждого из них.
Пресс для гибкиPress Bending — это упрощенная форма гибки труб. С помощью листогибочного пресса, металлообрабатывающего станка, гидравлического пресса или аналогичного станка простая «гибочная матрица» прижимается к трубе или трубе, которая находится на двух фиксированных опорах, заставляя ее принимать форму.
Преимущество гибки на прессе:
- Процесс дешевый, требует только простых инструментов, которые можно адаптировать к существующему оборудованию.
- Versatile можно адаптировать для обеспечения универсальности гибки труб, труб и стержней
Недостаток гибки под прессом:
- НКТ / Труба легко ломаются
- Плохая точность
- Плохая повторяемость
- Производство идет очень медленно.
— это еще один метод гибки труб, в котором используется трех- или четырехвалковая машина, называемая угловым роликом или секционным роликом, для протягивания трубки или трубы через ролики, прижимая трубку к возрастающему изгибу. Этот метод, во многом аналогичный прессовому изгибу, использует треугольный узор из опорных роликов и прижимного ролика, однако, в отличие от прессового изгиба, этот метод может изгибать под разными углами с использованием роликов того же типа, когда труба или труба движется через последовательность гибки с помощью приводного механизма. и поворотные ролики.Этот метод может быть простым и точным способом изгиба различных радиусов без необходимости использования специальных инструментов для достижения желаемого радиуса изгиба.
Система гибки валков Advantage
- На одном станке можно обрабатывать трубы разных радиусов, включая переменные углы.
- С помощью этого метода также можно формировать такие сечения, как трубы, стержни и уголки
Недостаток изгиба ролика
- Процесс медленнее, так как каждая пробирка обрабатывается вручную, что затрудняет получение точных результатов.
- Тонкостенная трубка может легко разрушиться, если радиус изгиба слишком мал.
- Плохая точность
- Плохая повторяемость
Ротационная гибка труб с вытяжкой — это, безусловно, самая популярная форма гибки труб, поскольку она является самой простой в управлении, более точной, воспроизводимой и относительно доступной системой гибки труб. Система ротационной гибки с вытяжкой состоит из трех различных инструментов: зажимного штампа, пресс-штампа и радиусного штампа, которые удерживают и формируют трубу на протяжении всего процесса гибки.Трубка зажимается на гибочной матрице и «обтягивается» машиной с помощью гидравлических или электрических методов. При вращении гибочного штампа трубка прочно удерживается на месте относительно вращающегося гибочного штампа пресс-штампом.
Преимущества поворотной гибки с вытяжкой
- Точность и повторяемость
- Быстро
Недостатки ротационной гибки с вытяжкой
- Оборудование предназначено для процесса гибки и поэтому менее гибкое
- Стоимость начального станка
- Требуется инструментальная оснастка для каждой используемой трубы / трубы различного диаметра и для каждого сформированного радиуса
на самом деле не является отдельным процессом от описанной выше гибки с вытяжкой с вращением, а скорее является дополнением к нему.Обладая способностью формировать более узкие и точные радиусы, роторный трубогиб может начать легко сжимать трубки в процессе формования. За счет добавления внутренней опоры или оправки в процессе формования стенки трубы могут удерживаться от разрушения. Благодаря добавлению оправки, вставляемой в трубу и управляемой машиной во время процесса гибки, труба не сжимается сама по себе, поскольку она растягивается и формируется вокруг гибочного штампа. Оправка лишь немного меньше внутреннего диаметра. трубы изгибаются и закрепляются с помощью нескольких гибких опор на гибких шариковых оправках на ее конце.Эти шариковые оправки изгибаются вместе с формируемой трубкой и позволяют трубе изгибаться, поддерживая весь диаметр трубы, в то время как труба протирает оправку в течение всего процесса изгиба.
Преимущества гибки на оправке
- Точность и повторяемость
- Форма — Круглость трубы сохраняется на протяжении всего процесса формовки
- Скорость
Недостатки Изгиб на оправке
Доступные типы методов гибки труб сильно различаются в зависимости от области применения, производительности и потребностей.Эксперты Southern Fabricating Machinery Sales, Inc. могут помочь вам в рассмотрении вашего заявления и помочь в составлении правильных рекомендаций для вашего процесса и бюджета. Позвоните нам сегодня по телефону 813-444-4555 или посетите нас в Интернете по адресу www.s Southernfabsales.com , чтобы получить наш выбор доступных трубогибов, другие подобные статьи и все другие способы, которыми мы можем помочь вам в получении выигрыша. край в вашей производственной среде.▷ Трубогибочный станок бывшего в употреблении | Трубогибы на продажу
Трубогибочные станки бывшие в употреблении в Surplex
Индекс
- Значение трубогибочных машин
- Как работает трубогиб
- Типы трубогибочных машин
- Покупка подходящего подержанного трубогибочного станка
- Обзор производителей трубогибочных станков
Трубы являются прямыми заготовками, если они не производятся фрезерованием или литьем под давлением.Различные особенности предполагаемых мест установки могут означать, что стандартные компоненты, такие как ответвления, изгибы и углы, не могут быть использованы; они должны быть созданы индивидуально, исходя из требований производства на месте установки. В то время как трубогибочный станок часто требуется в ремесленном производстве для изготовления труб определенной формы, инструменты для гибки труб, используемые в промышленности, должны быть способны производить большое количество труб с одинаковым углом изгиба или радиусом.
- Трубы представляют собой прямые заготовки
- Эти трубы производятся непрерывно, а затем их необходимо индивидуально сгибать в форму
- Для этого процесса доступен большой ассортимент промышленных трубогибочных машин
трубогибы широко в массовом производстве выхлопных труб для автомобилей.Эти трубы производятся непрерывно, и поэтому после изготовления их необходимо согнуть. Для этой цели в промышленном секторе доступен широкий спектр моделей автоматических трубогибов. Трубогибочные станки с ручным приводом широко используются в ремесленном производстве благодаря своей портативности и возможности использования на любом рабочем месте. Однако для промышленного применения трубы, изготовленные с использованием непрерывной процедуры, сгибаются в форму с помощью гидравлических трубогибов и пневматических трубогибов, которые в основном являются стационарными.
Трубы нельзя просто согнуть с помощью грубой силы — они будут изгибаться, и это приведет к неправильной форме. Вот почему гибка труб и трубопроводов — это задача, которую необходимо выполнять механическими средствами. Трубогибочные станки оснащены зажимным устройством, в которое можно вставить набор сменных гибочных инструментов. В случае ручных устройств труба зажимается над гибочным инструментом с помощью рычажного механизма и толкается вниз, пока она не примет правильную форму. Благодаря сменным гибочным инструментам трубам можно придать любую форму.Конструкция машины делает ее особенно подходящей для толстостенных труб, поскольку сила, прикладываемая к трубе во время процесса гибки, полностью распределяется по длине гибочного инструмента. Это предотвращает коробление. Трубогибочный станок с гибочным инструментом особенно подходит для серийного производства, так как он дает быстрые, точные и надежные результаты. При использовании трубогибочного станка с гибочным инструментом могут возникнуть проблемы из-за сложной задачи переключения инструментов и их ограниченной способности выдерживать нагрузки.Другой недостаток заключается в том, что индивидуальное изготовление трубных колен этим методом неэкономично.
Трубогибочная машина в работеДля производства отдельных версий труб доступны три трубогибочные машины вальцового типа. Они имеют три ролика, V-образно расположенные в одной плоскости. Они взаимозаменяемы и, таким образом, позволяют изготавливать трубы разных форматов с разными радиусами изгиба. Трехвалковые гибочные машины в основном используются производителями, стремящимися сгибать трубы в больших масштабах.После программирования трубогибочного станка и фиксации заготовки на месте средний ролик перемещается между двумя другими роликами и сгибает трубу в желаемую форму.
Существуют трубогибочные станки для труб любого вообразимого формата. Ассортимент включает в себя гибочные машины для труб диаметром менее двух миллиметров (например, стержни для шариковых ручек) до трубогибов для крупных трубопроводов. Программируемые трубогибочные станки с ЧПУ чаще всего используются для обработки труб этого типа.Машины, способные изгибать такие сверхпрочные трубы, обычно имеют пневматическое или гидравлическое приложение силы. Недавно построенные пневматические или гидравлические трубогибочные машины также обычно подходят для гибки труб с ЧПУ. Кроме того, эти машины часто позволяют выполнять обрезку кромок и кромку за одну операцию. Трубогибочный станок с ЧПУ может быть запрограммирован на производство гнутых кромок под разными углами и радиусами в соответствии с поставленной задачей. Работа на станке с ЧПУ обеспечивает получение точно определенных и воспроизводимых результатов работы.
Для сгибания выбранных труб в повторяющиеся четко определенные формы можно использовать различные методы. Трубогиб с ЧПУ можно использовать для поворотной, вальцовой или нижней гибки. Поворотно-гибочные станки идеально подходят для гибки труб в рамах для серийно выпускаемых гнутых деталей — даже в сложных схемах гибки. Эти машины доступны в портативной форме для работы на стройплощадках, в качестве стационарного автономного инструмента или интегрированы в гибочный центр. Гибка труб с ЧПУ методом вальцевания идеально подходит, если вам нужно обрабатывать трубы из листового металла из нержавеющей стали или трубы с предварительно лакированными или покрытыми поверхностями.Это связано с тем, что этот производственный процесс предотвращает появление царапин или следов на заготовке.
Те, кто хочет сгибать трубы вручную, обычно покупают новый станок из-за относительно низкой цены, по которой их можно приобрести. В отличие от этого, пневматические и гидравлические трубогибы часто покупаются из вторых рук. Однако тем, кто хочет купить подержанный трубогиб, стоит обратить внимание не только на состояние устройства — для чего именно оно будет использоваться? Подходит ли оно? Покупатели, которые хотят изгибать трубы в массовом масштабе, например, в автомобильной, строительной, химической или пищевой промышленности, должны обратить внимание на мощность привода, чтобы гарантировать, что бывшая в употреблении трубогибочная машина способна генерировать достаточное приложенное усилие для правильного выполнения работ. процесс гибки.Для многих материалов требуется гидравлический или пневматический трубогиб. Это относится к металлическим трубам холодной штамповки из стали, меди, алюминия, латуни или бронзы, а также к пластиковым трубам из термопластов, армированных волокном.
Ряд компаний специализируется на производстве трубогибочных машин. К ним относятся TRANSFLUID, ERCOLINA, LANG, WAX, MINGORI и DORN, чьи машины настоятельно рекомендуются. Вы можете найти трубогибочные станки этих и других престижных производителей на наших промышленных аукционах.