Металлические двери своими руками: фото-отчет, видео
Входные двери должны быть не только красивыми, но и прочными, а также теплыми и надежными. Такое сочетание качеств дают металлические двери. Только не все из тех, которые представлены на рынке, могут похвастаться надежностью — многие из недорогих можно вскрывать буквально кухонным ножом. Действительно красивые и надежные стальные двери стоят очень дорого. Если у вас имеется сварочный аппарат и некоторые навыки сварки, можно сделать железную дверь своими руками. Даже с учетом затрат на покупку материалов получится на 30-50% дешевле.
Содержание статьи
Что необходимо
Варить будем входную железную дверь из профильной трубы и листового металла. Для работы понадобится ровная рабочая поверхность, сварочный аппарат, дрель, болгарка, неплохо иметь нивелир (лазерный уровень) и что-то для измерения — плотницкий угольник, например.
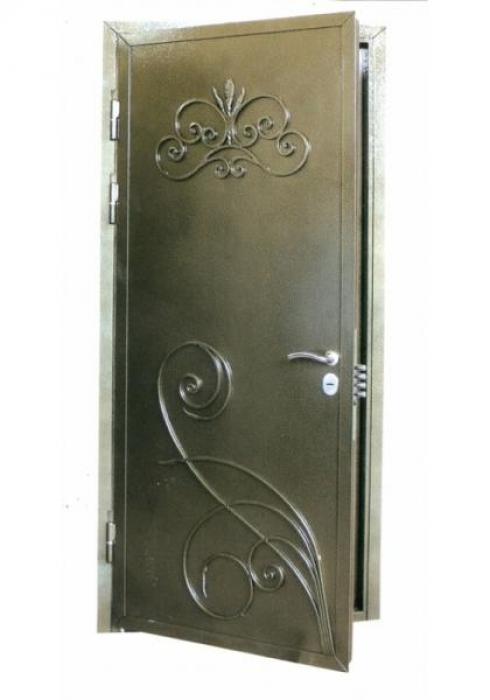
Стандартные металлические двери. Примерно такую и будем делатьИз материалов понадобится:
- профилированная труба 40*40 мм, 40*20 мм;
- лист металла толщиной 2 мм, размером с дверное полотно;
- металлические петли достаточно мощные, чтобы выдержать вес около 100 кг;
Для «облагораживания» двери нужна будет краска по металлу (лучше молотковая эмаль), деревянная рейка, утеплитель (пенопласт или минеральная вата), фанера, ОСП или другой подобный материал, пластик или любой другой отделочный материал, дверной глазок, замок.
Варим двери
Сначала варим дверную коробку. Ее делаем из профилированной трубы 40*40 мм. Отрезаем куски по размерам. Если на трубе есть ржавчина, зачищаем. Чистые заготовки складываем, выставляем углы, прихватываем между собой.
Сварили дверную коробкуПосле сварки проверяем углы, перемеряем диагонали. Если есть хоть малейшее отклонение — корректируем (удар углом об пол обычно помогает, главное не перестараться).
Привариваем петли. Отступаем от низа и верха примерно по 20 см, размечаем, варим следя за тем, чтобы они находились на одной прямой. Тут очень пригодится лазерный уровень, а если его нет, приходится перемерять расстояния много раз, чтобы выставить точно.
Приварили петлиДалее из трубы 40*20 мм варим внутренний каркас. Размеры рассчитываем так, чтобы зазор со всех сторон был 3-5 мм. В одной из длинных труб нарезаем отверстия под замки.
Отверстия под замкиВсе свариваем, проверяем диагонали, примеряем. Если все нормально, можно приваривать поперечины — для увеличения жесткости дверного полотна. Их делаем из остатков трубы 40*20 мм.
Их делаем из остатков трубы 40*20 мм.
Зачищаем все места сварки, убирая наплывы — все должно быть ровно и гладко. Стачивать лишнее можно напильником, но быстрее — соответствующим диском на болгарке.
Чтобы рама не «прогибалась» и чтобы потом было место под установку уплотнительной резинки, приподнимаем каркас, приварив пластины металла.
Каркас внутри рамы выставлен на нужном уровне (проверяем уровнем или нивелиром, чтобы все было в одной плоскости), привариваем ответные петли.
На готовую раму кладем лист металла, размечаем его. Он должен заходить на трубу дверной коробки на 3-10 мм. Только со стороны петель заход должен быть 3-5 мм, по остальным сторонам можно больше. Выставляем лист со стороны петель, размечаем линию реза, при помощи болгарки отрезаем.
Заусенцы и прочие неровности после резки обрабатываем напильником — до ровного края. Для ускорения процесса можно воспользоваться болгаркой с наждачным кругом. Затем выкладываем лист так, как он должен быть и слегка прихватываем каркас к раме, лист — тоже к раме (не к каркасу). Всю конструкцию надо перевернуть, а по-другому сделать это сложно.
Прихватываем лист к дверной рамеПереворачиваем почти готовые металлические двери и провариваем лист по периметру каркаса, потом — к промежуточным ребрам жесткости. Делать сплошные швы ни к чему — герметичность не нужна, привариваем небольшими отрезками через равные расстояния. Следим при этом, чтобы чист не «повело».
Обвариваем металлические двери изнутриПриваренный каркас отрезаем от дверной коробки, переворачиваем двери и освобождаем от прихваток приваренный лист. Места бывшей сварки зачищаем. Теперь можно установить замки.
Устанавливаем выбранные замкиУтепление и отделка
Далее занимаемся утеплением. В сваренную раму железной двери хорошо становится пенопласт толщиной 4 см. Его берем малой или средней плотности, так как нагрузки на него не будет. На эти металлические двери ушло 4 листа размерами 1*1 м.
В сваренную раму железной двери хорошо становится пенопласт толщиной 4 см. Его берем малой или средней плотности, так как нагрузки на него не будет. На эти металлические двери ушло 4 листа размерами 1*1 м.
Нарезаем ПП по размерам, берем монтажную пену со слабым расширением (если взять обычную, пенопласт вытеснит). Отступив от края около 1 см, наносим ее по периметру прямоугольника, в который кладем пенопласт, делаем еще несколько полосок пены в середине, укладываем утеплитель. Оставшиеся щели между ПП и трубой тоже проходим пеной.
Приклеивать утеплитель также можно и на универсальный клей, который подходит для металла и пенопласта, например, «Момент».
Пенопласт уложенДля экономии средств решено использовать имеющийся в хозяйстве лист ориентированно-стружечной плиты. Отделка планируется бюджетная — самоклеящаяся пленка. Как оказалось, эта пара очень плохо сочетается — очень много времени заняла шпаклевка ОСП. Гораздо проще было бы с фанерой (влагостойкой, мебельной).
На сделанные уже своими руками металлические двери поверх утеплителя уложен лист ОСП. Он закреплен по периметру саморезами. Сначала под саморез сверлится отверстие, затем вкручивается крепеж.
Прикрепили лист ОСПВ дверной раме сверлим монтажные отверстия — их по два на каждом отрезке. Раму красим в подходящий цвет (взята эмаль в баллончике). Окрашенную раму надо как-то вынести на улицу. В просверленные отверстия вставляем длинные монтажные винты, за них и тащим ее на улицу.
Дверная коробка для самодельных железных дверей покрашенаВот дальше и начались проблемы — клеить пленку можно только на ровную гладкую поверхность, а поверхность ОСП далеко не ровная. Сначала были попытки отшлифовать ее шлифмашинкой. Результат неудовлетворительный.
Попытки шлифовкиВыход один — шпаклевать. Берем шпаклевку, намазываем, ждем пока высохнет, шлифуем. Потом снова — слой шпаклевки, снова шлифовка. Так — до нормального результата.
Поверхность должны быть ровной и гладкойСо второй стороны тоже прикрепляем ОСП, но уже заранее ошпаклеванный и отшлифованный — так проще.
На двери находим центр, откладываем в обе стороны по 45 см, очерчиваем полосу. Тут будет приклеена центральная полоса пленки. Смачиваем поверхность водой (брызгаем из пульверизатора), аккуратно, без пузырей, клеим пленку.
Аккуратно клеим пленкуНедостающие куски отрезаем, тоже наклеиваем. Стыки полотен закрываем молдингом.
Вот что получилось в итоге со стороны улицыСо стороны помещения наклеена более светлая пленкаВсе что осталось — установить сделанные своими руками металлические двери на место. Устанавливаются они на входе из крытой веранды в дом.
Самодельная железная дверь установленаВыглядят двери неплохо. Очень получились тяжелые, не сравнить с магазинными. Больше всего времени ушло на отделку. Если выбрать другой вариант, будет гораздо быстрее.
Если выбрать другой вариант, будет гораздо быстрее.
Видео по теме
Сварить стальные двери можно из уголков. Один из вариантов — в следующем видео.
Как сварить железную дверь своими руками
Стальные двери получили широкое распространение. Причина их популярности очевидна. Они способны оказать более серьёзное сопротивление злоумышленникам, нежели традиционная деревянная дверь. Подобную конструкцию можно поставить на входе в жилой дом или магазин, оборудовать с её помощью вход на склад, в подвал и в другие хозяйственные помещения. На рынке присутствует множество моделей подобной продукции. Но если по каким-то причинам она вас не устраивает, всегда можно изготовить железную дверь своими руками.
Необходимый инструмент
Прежде всего, следует позаботиться об инструменте. Чтобы не создавать себе лишних проблем, на нём лучше не экономить. Для выполнения работ обязательно потребуются:
Для выполнения работ обязательно потребуются:
- Аппарат для электросварки. Газовое оборудование для решения поставленной задачи подходит плохо.
- Одежда сварщика – маска, защитный фартук, рукавицы и респиратор.
- Угловая шлифовальная машина, именуемая в народе болгаркой. Она лучше всего подойдёт для быстрого раскроя и обработки металла.
- Слесарный инструмент – клещи, пассатижи, молотки, отвёртки и т. п.
- Дрель, лучше – ударная, с комплектом свёрл по металлу и камню.
- Кисти, валик или пульверизатор для нанесения антикоррозийной защиты и краски.
- Измерительный инструмент – линейка, рулетка, уголок, уровень и отвес.
Шаг за шагом
Создание конструкции будет происходить в несколько этапов, каждый из которых должен быть завершён прежде, чем вы перейдёте к следующему.
- Хотите вы того, или нет, но придётся разработать хотя бы черновой проект. В противном случае гарантировать работоспособность двери будет попросту невозможно.
 Для этого, прежде всего, следует произвести тщательные замеры проёма, в который будет устанавливаться дверь. С помощью уровня следует убедиться в отсутствие перекосов проёма, линейкой или рулеткой измерить его высоту и ширину, а также толщину стен. Если будут выявлены перекосы, их необходимо предварительно выровнять, после чего произвести все замеры заново.
Для этого, прежде всего, следует произвести тщательные замеры проёма, в который будет устанавливаться дверь. С помощью уровня следует убедиться в отсутствие перекосов проёма, линейкой или рулеткой измерить его высоту и ширину, а также толщину стен. Если будут выявлены перекосы, их необходимо предварительно выровнять, после чего произвести все замеры заново. - Затем выбираем материал. Потребуется металлический профиль для изготовления каркаса двери и её коробки, и стальной лист для обшивки. В качестве материала для каркаса хорошо подойдёт профильная труба квадратного сечения, например, 40х60 мм. Она обладает необходимой прочностью и хорошо подходит по размеру. Металл для обшивки должен быть толщиной не менее двух миллиметров.
- После этого выбираем марку стали. Оговоримся сразу – обладающие максимальной прочностью материалы, способные противостоять самым продвинутым средствам взлома, относятся к третьей группе сталей и обладают плохой свариваемостью. Для его сварки потребуются сложные технологии, которыми располагает только серьёзное производство. Это значит, что выбирать придётся между сталями первой и второй группы, обладающими хорошей и удовлетворительной свариваемостью.
- Стоит заранее позаботиться о защите двери от коррозии. И, как ни удивительно это прозвучит для многих, от оцинкованного листа придётся отказаться. Прежде всего, потому что в месте сварки слой оцинковки будет обязательно нарушен и возникнет так называемая химическая электропара, благодаря которой коррозия будет стремительно прогрессировать. В промышленном производстве существуют технологии восстановления цинкового покрытия. В быту же следует ограничиться покупкой чистого стального листа, на который придётся нанести антикоррозийное и лакокрасочное покрытие. Не стоит забывать и о том, что сгорающий в процессе сварки цинк очень вреден для здоровья.
- В соответствии с проведёнными замерами проектируем коробку и каркас. Начать придётся с коробки, используя для этого ту же самую трубу, которая пойдёт на изготовление каркаса полотна. Разумеется, коробку можно укрепить анкерами непосредственно к стене. Но для большей надёжности рекомендуется сначала изготовить из стального листа П-образный профиль и, охватив проём по периметру, именно эту защиту зафиксировать с помощью анкерных болтов. Когда это будет сделано, к получившейся конструкции без проблем удастся приварить элементы дверной коробки так, как это показано на чертеже №1.
- Следующим шагом будет изготовление каркаса дверного полотна. Существуют проекты, в которых для этого используется профиль различного сечения. Теоретически это должно удешевить конструкцию, а на практике усложняет её изготовление. Проще будет сварить каркас из одинакового профиля. Примерно так, как это показано на чертеже №2. Размер ячеек придётся подбирать самостоятельно, поскольку он напрямую связан с размерами самого дверного проёма. Между дверной коробкой и полотном необходимо обеспечить зазор не менее 3 мм. В противном случае дверь просто не будет нормально открываться. Если есть намеренье обварить торец двери по периметру стальным листом, что на самом деле необязательно, придётся сделать с каждого края дополнительный отступ на толщину металла. Заранее стоит позаботиться и о месте под дверной замок. Как это сделать, также показано на чертеже №2. Это лучше, чем резать уже сваренное полотно.
- Лицевую сторону полотна лучше всего изготовить из цельного куска листа. Предварительно сделанная заготовка должна выступать за край каркаса так, чтобы перекрывать щель дверного проёма не менее чем на 10 мм. Заготовка укладывается на пол, после чего на ней выставляется и приваривается каркас. Чтобы не прожечь стальной лист насквозь и свести к минимуму повреждения, рекомендуется использовать для работы сварочный полуавтомат. Несколько хуже подходит для этих целей электродная сварка. Разумеется, встречаются и виртуозы газовой горелки, но тут всё зависит от мастерства.
- Далее, следует нанести на внутреннюю поверхность получившейся конструкции антикоррозийную мастику. В магазинах автохимии в подобных составах нет недостатка. Вы можете выбрать марку по своему вкусу и нанести её в соответствии с инструкцией.
- Настало время подумать о теплоизоляции. Лучше всего использовать для этих целей минеральную вату. Она хорошо выполняет свои функции, и не будет гореть, когда придёт пора приваривать другие элементы полотна. Куски минеральной ваты укладывают внутрь ячеек каркаса. Но можно пойти и другим путём. Для этого придётся закончить все сварочные работы, а уже потом, через специально проделанные отверстия, заполнить полости двери аэрозольной теплоизоляцией, вроде жидкого пенополиуретана.
- Теперь пришла пора установить внутреннюю обшивку полотна. Лучше изготовить такую деталь одним куском, просверлив достаточное количество отверстий в местах, где лист будет соприкасаться с каркасом. Впоследствии через эти отверстия можно будет приварить элемент на место.
- Выбирать конструкцию петель также можно по желанию. Тут главное, чтобы они выдерживали вес полотна. Не пытайтесь установить дверь на три и более петель – расположить их соосно, чтобы они воспринимали нагрузку одновременно, невозможно и работать на деле будут только две. Приваривать их лучше всего по месту, предварительно выставив полотно в проёме.
- Убедившись, что дверь открывается и закрывается нормально, её следует покрасить. В некоторых случаях этого бывает достаточно. Ну а возникнет желание, можно закрепить на её сторонах декоративную обшивку, выбрав материал по своему вкусу. Это может быть дерево, кожа или пластик. Проще всего закрепить такую облицовку на клей.
 Для этого, прежде всего, следует произвести тщательные замеры проёма, в который будет устанавливаться дверь. С помощью уровня следует убедиться в отсутствие перекосов проёма, линейкой или рулеткой измерить его высоту и ширину, а также толщину стен. Если будут выявлены перекосы, их необходимо предварительно выровнять, после чего произвести все замеры заново.
Для этого, прежде всего, следует произвести тщательные замеры проёма, в который будет устанавливаться дверь. С помощью уровня следует убедиться в отсутствие перекосов проёма, линейкой или рулеткой измерить его высоту и ширину, а также толщину стен. Если будут выявлены перекосы, их необходимо предварительно выровнять, после чего произвести все замеры заново. Это значит, что выбирать придётся между сталями первой и второй группы, обладающими хорошей и удовлетворительной свариваемостью.
Это значит, что выбирать придётся между сталями первой и второй группы, обладающими хорошей и удовлетворительной свариваемостью. Но для большей надёжности рекомендуется сначала изготовить из стального листа П-образный профиль и, охватив проём по периметру, именно эту защиту зафиксировать с помощью анкерных болтов. Когда это будет сделано, к получившейся конструкции без проблем удастся приварить элементы дверной коробки так, как это показано на чертеже №1.
Но для большей надёжности рекомендуется сначала изготовить из стального листа П-образный профиль и, охватив проём по периметру, именно эту защиту зафиксировать с помощью анкерных болтов. Когда это будет сделано, к получившейся конструкции без проблем удастся приварить элементы дверной коробки так, как это показано на чертеже №1. Заранее стоит позаботиться и о месте под дверной замок. Как это сделать, также показано на чертеже №2. Это лучше, чем резать уже сваренное полотно.
Заранее стоит позаботиться и о месте под дверной замок. Как это сделать, также показано на чертеже №2. Это лучше, чем резать уже сваренное полотно. Лучше всего использовать для этих целей минеральную вату. Она хорошо выполняет свои функции, и не будет гореть, когда придёт пора приваривать другие элементы полотна. Куски минеральной ваты укладывают внутрь ячеек каркаса. Но можно пойти и другим путём. Для этого придётся закончить все сварочные работы, а уже потом, через специально проделанные отверстия, заполнить полости двери аэрозольной теплоизоляцией, вроде жидкого пенополиуретана.
Лучше всего использовать для этих целей минеральную вату. Она хорошо выполняет свои функции, и не будет гореть, когда придёт пора приваривать другие элементы полотна. Куски минеральной ваты укладывают внутрь ячеек каркаса. Но можно пойти и другим путём. Для этого придётся закончить все сварочные работы, а уже потом, через специально проделанные отверстия, заполнить полости двери аэрозольной теплоизоляцией, вроде жидкого пенополиуретана.
Полезный совет
Если речь идёт об изготовлении не одного экземпляра двери, а нескольких одинаковых, рекомендуется изготовить из дерева специальный кондуктор, в котором будет значительно проще производить сборку и сварку всех конструктивных элементов, нежели подгонять детали на глазок. Но это уже, как говорится, по желанию. Если поймёте, что у вас всё хорошо получается, то сможете заснять свою работу на видео и выложить в сеть, чтобы поделиться опытом с другими людьми.
Поделись с друзьями
0
0
0
0
Металлические двери своими руками: материалы и технология
Оглавление:
Металлические двери своими руками: что понадобится для ее изготовления
Как сварить металлическую дверь: дверная коробка и особенности ее изготовления
Самодельные металлические двери своими руками: собираем дверное полотно
Как сделать металлическую дверь своими руками: соединяем лудку и полотно
Полгода назад у меня появилась необходимость в замене входной двери – старая устанавливалась как временный вариант, и когда ремонт в доме подходил к концу, пришла пора ее замены. Как-то так случилось, что практически в это же время поменял входную дверь и сосед – купил дорогую, так сказать, на века. Но вот незадача, ударили первые морозы, и вся декорация на этих дверях начала облазить. Глядя на все это, поневоле задумался над вопросом самостоятельного изготовления железной двери – руки вроде растут откуда надо, инструменты имеются, в том числе и сварочный аппарат. Так почему бы и не попробовать – максимум, что потеряю, так это время и немного денег. В общем, сказано – сделано, и это «сделано» уже через неделю украшало вход в мой небольшой домик, а результат превзошел все ожидания. Теперь решил поделиться своим опытом с читателями сайта dveridoma.net.
Как-то так случилось, что практически в это же время поменял входную дверь и сосед – купил дорогую, так сказать, на века. Но вот незадача, ударили первые морозы, и вся декорация на этих дверях начала облазить. Глядя на все это, поневоле задумался над вопросом самостоятельного изготовления железной двери – руки вроде растут откуда надо, инструменты имеются, в том числе и сварочный аппарат. Так почему бы и не попробовать – максимум, что потеряю, так это время и немного денег. В общем, сказано – сделано, и это «сделано» уже через неделю украшало вход в мой небольшой домик, а результат превзошел все ожидания. Теперь решил поделиться своим опытом с читателями сайта dveridoma.net.
Изготовление металлических дверей своими руками фото
Металлические двери своими руками: что понадобится для ее изготовления
Самое дорогое, что понадобится приобрести для изготовления металлических дверей своими руками, это железо. Все остальное обходится недорого, если, конечно, не считать декоративные карточки, стоимость которых также довольно высока. В принципе, если говорить о расходах, то это примерно 100-150 долларов – может немного больше, в зависимости от вашего региона проживания. Если говорить конкретно и перечислять по пунктам необходимые материалы для изготовления стандартных дверей, то из них можно составить следующий список.
В принципе, если говорить о расходах, то это примерно 100-150 долларов – может немного больше, в зависимости от вашего региона проживания. Если говорить конкретно и перечислять по пунктам необходимые материалы для изготовления стандартных дверей, то из них можно составить следующий список.
- Профильная труба сечением 20х40мм в количестве 20 погонных метров – ее хватит на изготовление железного дверного блока шириной 1м и высотой 2м.
- Лист металла толщиной минимум 2,5мм с габаритными размерами 1000х2000мм.
- Петли для металлических дверей с подшипником – 3 штуки. В итоге полотно получается нелегким и в качестве перестраховки его лучше повесить не на две петли, а на три.
- Замок с ручками – тут уже на ваше усмотрение. Вы должны сами выбрать качество, тип и стоимость замка.
- Пенопласт или минеральная вата для утепления дверного полотна.
- Карточки для декорирования дверей. В принципе, можно сделать и по старинке – обшить двери рейкой. Если решите идти этим путем, то дополнительно понадобится приобрести деревянный брус, в задачи которого входит обеспечить основание для крепления рейки.
Металлическая входная дверь своими руками фото

По большому счету, это все. Естественно, не стоит забывать и про расходные материалы – круги для болгарки (как минимум понадобится 3шт.), электроды для сварочного аппарата, сверла по металлу, возможно нужны будут пилки для лобзика. В общем, все необходимые дополнения к современным электрическим инструментам, без которых изготовить металлическую входную дверь своими руками достаточно сложно.
Как сварить металлическую дверь: дверная коробка и особенности ее изготовления
Изготовление дверной коробки – это, можно сказать, самая простая часть работы. По сути, вам придется сварить обыкновенную прямоугольную рамку определенного размера. Но сварить ее нужно не просто, а так, чтобы получилось некоторое подобие четверти, в которую будет входить дверное полотно. Но этот момент ненамного усложняет дело. Давайте рассмотрим его по пунктам, чтобы было более понятно.
- Режем заготовку – четыре куска профильной трубы длиной 2040мм и четыре куска трубы в зависимости от ширины будущего дверного полотна. Режем ровно, выдерживая угол 90 градусов.
- Для начала собираем первый прямоугольник – для этого ставим трубы руба и стыкуем их концами друг к другу. В этот прямоугольник будет входить полотно дверей – не забывайте о том, что при порезке коротких кусков трубы нужно учесть не только ширину полотна, но и зазоры между ним и коробкой. К примеру, если полотно будет иметь ширину 900мм, то короткие трубы нужно порезать в размер 905-906мм (по 2,5-3мм на каждую сторону).
- После того как прямоугольник будет собран, делаем на него накладки из той же трубы, только в этот раз кладем ее не руба, а плашмя – в итоге должно получиться некоторое подобие выступа. Во внешнем виде получившегося изделия вы легко узнаете контуры стандартной дверной коробки.
- Собранное на прихватках изделие капитально обваривается. Здесь следует помнить, что металл при нагревании ведет – сварку нужно выполнять короткими отрезками от центра изделия в разные стороны, так сказать, пунктиром. Потом этот пунктир вторым заходом проваривается в цельный шов.
- По окончании сварочных работ швы зачищаются болгаркой.
Как изготовить металлические двери своими руками фото
 Режем ровно, выдерживая угол 90 градусов.
Режем ровно, выдерживая угол 90 градусов.
На этом изготовление дверной коробки можно считать законченным. Если кому-то не нравятся открытые торцы труб, то можете их заглушить. Я считаю, что спрятавшись в дверном проеме, они являются полностью недоступными для проникновения влаги. Я поступил просто – перед установкой двери накачал в них монтажную пену.
Самодельные металлические двери своими руками: собираем дверное полотно
Изготовленную ранее дверную коробку никуда отставлять не нужно – каркас дверного полотна достаточно просто, а главное более точно, варится именно в ней, как говорится, по месту.
- Как и в предыдущем случае, для начала режем заготовку – сначала длинную. Короткие поперечные вставки оставим на потом.
- С помощью струбцин и оббитого от флюса электрода, который выступает в качестве регулировщика зазора, устанавливаем заготовку внутрь дверной коробки. После того как все будет установлено и тысячу раз проверено, прихватываем эти трубы к дверной коробке сваркой в четырех местах. По окончании монтажа они срежутся, а следы от них счистятся болгаркой.
- Практически точно так же поступаем и с короткой заготовкой – замеряем расстояние между уже установленными трубками, вырезаем заготовку и по максимуму во всех доступных местах привариваем их к боковинам будущей двери.
- Вслед за ними ввариваем четко посередине дверного полотна еще одну длинную перемычку – ребро жесткости.
- Обрезаем прихватки между коробкой и каркасом полотна, разделяем их и довариваем каркас до конца, после чего зачищаем все швы.
- Укладываем каркас на лист металла и короткими прихватками (сантиметра по два) соединяем их в единое изделие. Принцип такой же, как и при сваривании длинных предметов – начинаем с центральной перемычки и движемся от ее центра к краям. Потом точно так же привариваем одну за другой и боковины. Завершает процесс сварки нижняя и верхняя часть теперь уже практически полностью сформированного дверного полотна.
 После того как все будет установлено и тысячу раз проверено, прихватываем эти трубы к дверной коробке сваркой в четырех местах. По окончании монтажа они срежутся, а следы от них счистятся болгаркой.
После того как все будет установлено и тысячу раз проверено, прихватываем эти трубы к дверной коробке сваркой в четырех местах. По окончании монтажа они срежутся, а следы от них счистятся болгаркой.
О том, как сделать металлическую дверь своими руками, смотрите в видео.
Как сделать металлическую дверь своими руками: соединяем лудку и полотно
Прежде чем приступим к описанию процесса объединения дверной коробки и полотна в единое изделие, поговорим немного о дверных петлях. Наилучшим вариантом будут скрытые навесы, но их установка – дело сложное, поэтому мы остановимся на обыкновенных каплевидных навесах с шариком. Особенность каплевидного навеса заключается в том, что его можно устанавливать непосредственно как есть – то есть без приваривания к нему всяких ненужных пластин. Капля, по сути, является эксцентриком, который и задает необходимое расстояние навеса от двери и до коробки – раздвигаем их в виде буквы «Л», устанавливаем над швом между листом металла и коробкой и привариваем.
Металлические двери своими руками фото
Так поступаем только с двумя навесами – их положение должно быть стандартным. После того как петли будут приварены, проверяем работоспособность дверного блока, после чего закрываем его назад и привариваем третью петлю, только устанавливаем ее вверх ногами. Это будет своего рода защита от снятия дверного полотна с навесов – хотя к таким трюкам прибегают только в тех случаях, когда двери большей частью остаются открытыми без присмотра.
После того как петли будут приварены, проверяем работоспособность дверного блока, после чего закрываем его назад и привариваем третью петлю, только устанавливаем ее вверх ногами. Это будет своего рода защита от снятия дверного полотна с навесов – хотя к таким трюкам прибегают только в тех случаях, когда двери большей частью остаются открытыми без присмотра.
Дальше, как говорится, дело техники – металлические двери, сделанные своими руками, уже готовы и остается дело за малым: врезать замок, утеплить полость полотна, установить дверные карточки и ручки. Но это уже темы для других статей, которые вы также сможете прочитать на страницах нашего сайта.
как сварить железную дверь из уголка
Металлическая дверь заводского производства – достаточно дорогое изделие, поэтому многие стараются изготовить своими руками конструкцию из стального листа и уголка или профильной трубы. Каркас из уголка сварить легче, благодаря толщине его полки 3-5 мм. Толщина стенки профильной трубы – примерно 1,5 мм, что может вызвать определенные трудности у мастеров, не имеющих большого опыта сварочных работ.
Изготовление чертежа
Перед тем как своими рукамисварить железную дверь из уголка и листа, необходимо изготовить чертеж.При его построении учитывайте следующие моменты:
Приобретение материалов
В большинстве случаев для этой цели используют:
- уголок 50х50 мм – для изготовления наружной рамы;
- уголок 40х40 мм – для внутреннего каркаса двери с утеплением, 25х25 мм – для не утепленной конструкции и устройства ребер жесткости;
- стальная полоса шириной 30-40 мм, толщиной 2-4 мм – для фиксации конструкции к дверному проему;
- лист толщиной 1-3 мм – для полотна;
- металлические навесы;
- ручка;
- замок;
- для утепленной двери – фанера для внутренней обшивки, пенопласт, пенополистирол, пенопластовая крошка для устройства утеплительного слоя.
Совет! Если вы приобретаете стальной прокат на металлобазе, желательно сразу заказать металлообработку. Вам раскроят лист и уголок на специализированном оборудовании строго по размерам, что в дальнейшем значительно облегчит сборочно-монтажные работы.
Вам раскроят лист и уголок на специализированном оборудовании строго по размерам, что в дальнейшем значительно облегчит сборочно-монтажные работы.
Этапы монтажа
Сборочные работы осуществляют не на полу, а на металлическом верстаке с ровной поверхностью.
Этапы сборки стальной двери с каркасом из уголков
- Раскрой заготовок – производится самостоятельно или на металлобазе. Следует сразу определиться, как будет свариваться уголок, – напрямую или с подрезкой полок под углом 45°. Более популярен второй вариант.
- Выкладывают наружную раму на столе, вымеряют диагонали, которые должны быть одинаковыми.
- Приваривают углы. Сразу варить всю длину шва не рекомендуется, поскольку возможно коробление металла. Стыки прихватывают в 2-3 точках. Проверяют равенство диагоналей.
- Проваривают швы полностью.
- После остывания мест сварки их зачищают углошлифовальной машиной с двух сторон.
- Для сборки внутреннего каркаса заготовки выкладывают на столе внутри наружного каркаса. Для сохранения зазора между каркасами вставляют шаблоны нужной толщины. Их функции выполняют металлические пластины. Конструкцию фиксируют струбцинами, располагаемыми по периметру.
- Прихватывают и варят уголки внутреннего каркасадвери.
- Если в двери предусмотрены ребра жесткости, то их приваривают к уголкам каркаса именно на этой стадии, не снимая струбцин.
- Лист к уголку приваривают точечно, с шагом 100 мм.
 Для сохранения зазора между каркасами вставляют шаблоны нужной толщины. Их функции выполняют металлические пластины. Конструкцию фиксируют струбцинами, располагаемыми по периметру.
Для сохранения зазора между каркасами вставляют шаблоны нужной толщины. Их функции выполняют металлические пластины. Конструкцию фиксируют струбцинами, располагаемыми по периметру.Приварка навесов
Для монтажа стальной двери с каркасом из уголка традиционно используются навесы, именуемые «папа-мама».
Для простоты открывания и закрывания двери внутрь таких навесов вставляют шарик от подшипника.
Основные правила приварки навесов:
- Традиционно расстояние от края полотна до края навеса принимают равным 20-25 см. Если дверь тяжелая, устанавливают 3 навеса.
- Нижние части навесов прихватывают к внешнему каркасу каждую в одной точке. После прихватки проверяют расположение навесов с помощью уровня. Небольшие дефекты можно легко исправить.
- Если для изготовления полотна используется лист тоньше 2,5 мм, то для усиления площадки под навес на лист приваривают контрольные пластинки толщиной 3-5 мм. К этим площадкам прихватывают, а затем, после проверки, приваривают верхние части навесов.
 Небольшие дефекты можно легко исправить.
Небольшие дефекты можно легко исправить.Финишные мероприятия
Замок врезают в вертикальный отрезок каркаса, обрамляющего полотно. Высота его расположения – от 1 м от уровня земли.
Панель замка прикладывают к уголку, намечают ее расположение и по контуру болгаркой вырезают отверстие. На места прикручивания панели наваривают усиливающие пластинки.
На пластинки наносят места расположения крепежа замка. Центры отверстий кернят, просверливают, нарезают резьбу. Замок полностью монтируют после окрашивания двери.На требуемой высоте высверливают отверстие для дверного «глазка».
К наружной раме приваривают пластины – 6-10 шт., – с помощью которых анкерами прикрепляют внешнюю раму к откосам. После окрашивания элементов двери монтируют замок и «глазок». Вместо окрашивания дверь можно обшить натуральной или искусственной кожей.
После окрашивания элементов двери монтируют замок и «глазок». Вместо окрашивания дверь можно обшить натуральной или искусственной кожей.
Дополнительные мероприятия по утеплению двери
Для утепления двери вырезают панели теплоизоляционного материала (пенопласта, пенополистирола) по размерам ячеек между ребрами жесткости. Заполняют ими пустые пространства. Декоративную обшивку изготавливают из фанеры или другого листового материала – ламинированных или пластиковых панелей.
Железная дверь своими руками — 2 варианта, мастер-класс!
Железные двери используются повсеместно. Их устанавливают не только в квартирах, но и в частных домах, банях, прочих придомовых постройках. Именно такие двери способны надежно защитить имущество от посягательств злоумышленников.
Железная дверь своими рукамиОднако приобрести достойную металлическую дверь не всегда возможно. Во-первых, играет роль фактор высокой ценовой политики, во-вторых, иногда требуется изготовить дверь особого размера или с использованием определенных материалов.
Собственноручно изготавливая железную дверь, вы можете быть уверены, что конструкция будет действительно качественной, а затраты на материалы не окажутся непосильно высокими.
| Производитель | Стоимость двери, руб |
|---|---|
| Торэкс | 10600 |
| Стальной портье | 32965 |
| Микрон | 16500 |
| Ривале | 19900 |
| Сигма | 16340 |
| Гардиан | 18000 — 120000 |
Замеры и чертежи
Прежде чем изготавливать дверь из стали, необходимо тщательно промерить дверной проем и убедиться, что стена представляет собой кирпичную кладку или слой бетона, а не толстый слой штукатурки или фанеры.
Железная дверь своими руками, конструкцияКогда дверной проем измерен, можно начинать работу над чертежом конструкции. На нем обязательно отражаются габариты двери, высота установки замка и петель, положение ребер жесткости и другие конструктивные особенности двери.
Проект входной группыВходные двериВходные двериОбратите внимание! Если в процессе замеров показания получаются более 1500*2000 мм, то рекомендуется коробку двери сделать сборной, добавив сбоку либо сверху дополнительную рамку, зашитую металлом. В частных домах в широкие дверные проемы добавляют два дополнительных остекленных модуля, которые не только укрепляют всю конструкцию двери, но и украшают всю входную группу.
Материалы для изготовления двери, инструмент
- Сортовой прокат (уголок либо профильная квадратная труба со стороной 40мм) для изготовления коробки и самой двери.
- Стальной лист толщиной 2-3 мм.
Уголки и стальной лист
- Петли металлические (минимум 2 шт.).
- Замок, дверной глазок, ручка.
- Фанера и пенопласт либо пенопластовая крошка и клей ПВА для утепления.
- Анкеры, прочий крепеж.
- Аппарат сварочный, болгарка, электродрель и комплектующие к инструментам.
- Растворитель и краска для металла, грунтовка, кисти, валик.
- Измерительные инструменты (рулетка, угольник).

Вариант первый. Классическая железная дверь
Классическая железная дверь состоит непосредственно из полотна, металлической дверной коробки, соединяющих их петель и крепежных пластин, которые фиксируют дверь в проеме.
Шаг 1
Разметка и резка уголкаОбратите внимание! Работы необходимо выполнять на металлическом верстаке.
Собираем раму двери (коробку). Для этого по произведенным ранее разметкам нарезаем металлический профиль (уголок) под углом 45 градусов. Проверяем точность резки, соединяя раму и прикладывая столярный уголок.
Проверяем точность резки, соединяя раму и прикладывая столярный уголокТакже может собрать раму из металлических труб, сварив их между собой в прямоугольную конструкцию. При работе важно проверять не только точность соединения углов, но и производить замеры диагоналей конструкции во избежание перекоса.
Цены на двери СтройГост
Дверь металлическая СтройГост
Все сварные швы сразу обрабатываем углошлифовальной машинкой. Это необходимо, чтобы в дальнейшем полотно плотно прилегало к коробке.
Это необходимо, чтобы в дальнейшем полотно плотно прилегало к коробке.
Шаг 2
Делаем заготовки для каркаса двери. Используем уголок металлический. Зазор между рамкой двери и коробкой будем выдерживать в пределах 5 мм – со стороны замка и 3 мм с остальных трех сторон. Для удобства можно подготовить металлические прямоугольники заявленной толщины (шаблоны).
Дверная коробка из квадратной трубыРазмечаем и нарезаем металлический профиль. Вкладываем его внутрь дверной коробки. Проверяем диагонали. Если они соответствуют, то в одном из боковых профилей делаем прорезь для дверного замка. Далее прихватываем сваркой углы рамки и оба каркаса по периметру в нескольких местах.
Рамка двериРамка двериРамка двериРамка двериРамка двериНа этом этапе на дверную рамку можно наварить металлические полосы, которые станут фиксаторами для будущей обшивки двери.
Шаг 3
В середину будущего дверного полотна привариваем первое ребро жесткости. Для этого замеряем длину дверного каркаса, отрезаем профиль и сваркой фиксируем его вертикально в центре. Зачищаем сварные швы болгаркой.
Для этого замеряем длину дверного каркаса, отрезаем профиль и сваркой фиксируем его вертикально в центре. Зачищаем сварные швы болгаркой.
Шаг 4
Резка листаПроизводим разметку дверного полотна. Напуски стального листа на коробку по 10-15 мм, со стороны петель – 5 мм.
Привариваем к получившейся дверной раме лист металлаПривариваем к получившейся дверной раме лист металлаРазрезаем сталь болгаркой и привариваем к дверной рамеРазрезаем сталь болгаркой и привариваем к дверной раме.
Внутрь дверного полотна привариваем горизонтальные ребра жесткости. Если их окажется недостаточно, то количество арматуры следует увеличить.
Шаг 5
Прорези для замкаНарезка резьбыУстановка замкаУстановка замкаДля сохранности замка привариваем уголокЗамочная скважинаЗамокУстанавливаем замок. Делаем мелом или маркером разметку на дверном полотне. Просверливаем замочную скважину, обрабатываем ее напильником. Сверлим отверстия под крепеж замка, метчиком нарезаем резьбу и фиксируем замок болтами. Устанавливаем ручку замка.
Устанавливаем ручку замка.
Цилиндровый замокЗамок для двериВнимание! Инструкция по установке замка входной двери может различаться в зависимости от модификации приобретенного вами изделия.
Шаг 6
Смазываем петли и привариваем их к дверной коробке и каркасу дверного полотна.
ПетлиПетлиБолгаркой разрезаем места соединения рамы и дверного полотна (прихваченные сваркой участки). Раскрываем дверь. Фиксируем петли сваркой изнутри.
Обратите внимание! На этом этапе можно просверлить отверстие под дверной глазок либо сквозь центральный вертикальный профиль и листовой металл, либо сместив глазок чуть в сторону и высверлив отверстие только в стальном полотне.
Шаг 7
Входная дверьПластины для крепления двери в проемеПластины для крепления двери в проемеИзготовим крепеж для двери. Берем металлические полоски (от 6 до 10 штук). Привариваем их к дверной коробке. В дальнейшем в этих полосках появятся отверстия для анкеров.
Шаг 8
Утепляем дверь. Разрезаем пенопласт, минеральную вату либо любой другой утеплитель. Заполняем им пространство между ребрами жесткости двери.
Утепление двериДелаем внутреннюю декоративную обшивку. Например, можно использовать вырезанный по размеру лист фанеры и закрепить его клепками. Также для отделки можно использовать ламинированные, пластиковые панели или вагонку. Последний вариант особенно актуален, если дверь будет установлена в бане.
Разметка и резка фанерыГотовая дверьГотовая дверьОтделка металлической двери вагонкойШаг 9
Дверь готова. Остается ее покрыть автомобильной грунтовкой и краской. Вместо окрашивания дверь можно обшить дерматином или кожей. При необходимости установите уплотнители на дверную раму.
Можно переходить к установке, высверлив отверстия в приваренных ранее полосках стали и фиксируя дверную коробку в проеме анкерами. При установке важно использовать уровень, чтобы исключить перекос.
Вариант второй. Металлическая дверь с окном и элементами холодной ковки
Железная дверь своими руками со стекломОбычно входные двери со стеклопакетами устанавливают в частных домах. Благодаря окну, в прихожей будет светлее, а элементы ковки сделают парадный вход эксклюзивным и привлекательным внешне.
Благодаря окну, в прихожей будет светлее, а элементы ковки сделают парадный вход эксклюзивным и привлекательным внешне.
Окно в дверном проеме изготавливается на этапе резки стального листа. Далее по периметру вырезанного прямоугольного (либо другой формы) отверстия наваривается металлическая арматура. Последующие этапы работ вплоть до покраски аналогичны классической двери.
Цены на стальные входные двери Браво
Дверь стальная входная Браво
После окрашивания в оконный проем необходимо установить стеклопакет, а с внешней стороны двери закрепить сваркой декоративную решетку, изготовленную методом холодной либо горячей ковки.
Металлические двери с ковкойМеталлические двери с ковкойДополнительно можно установить на входную дверь доводчик. Тогда конструкция будет закрываться плавно и бесшумно.
Доводчик для входной двериВарианты установки дверных доводчиковТеперь ваш дом надежно защищен новенькой железной дверьюВидео – Железная дверь своими руками
 youtube.com/embed/Rl7aPpTOgRA?wmode=transparent» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/Rl7aPpTOgRA?wmode=transparent» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Видео – Процесс изготовления стальной двери
Металлическая дверь своими руками: чертежи, видео, изготовление
Качественная стальная дверь, даже с бюджетной молотковой покраской, нынче стоит хороших денег. Разумеется, в расчет не принимаются дешевые китайские изделия, вскрываемые консервным ножом. Поэтому домовладельцу с доходами ниже среднего ничего не остается, кроме как сделать металлическую дверь и установить ее своими руками, или заказать ее какому-то гаражному мастеру. Но если вы не понаслышке знакомы со сварочным аппаратом, то оплачивать чужую работу незачем – ознакомьтесь в нашей статье с технологией изготовления и принимайтесь за дело сами.
Подготовка к работе
На данном этапе нужно выполнить замеры входного проема и приготовить все необходимые материалы. Перечень инструментов стандартный – измерительные приспособления, сварка и болгарка с дрелью.
Перечень инструментов стандартный – измерительные приспособления, сварка и болгарка с дрелью.
Совет. Для фиксации свариваемых узлов обязательно подготовьте 2—3 струбцины, без них работать значительно сложнее.
Замер проема на входе в квартиру или частный дом производится в нескольких местах, особенно по ширине. Необходимо выявить самое узкое место, чтобы ориентироваться на этот размер при изготовлении. Результаты измерений нанесите на схему, по которой станете заготавливать металл.
Предполагается, что у вас нет личного опыта в сборке железных дверей, поэтому для начала мы предлагаем изготовить самую простую конструкцию. Даже если она получится не слишком красивой, впоследствии облицуете створку утеплителем и декоративными накладками, которые скроют все мелкие огрехи. Из конструктивных материалов вам понадобится:
- 1 стандартный лист стали, желательно — холоднокатаной, толщиной 1,5—2 мм на полотно;
- для каркаса и дверной коробки возьмите профильную трубу сечением 40 х 20 мм с толщиной стенки 1,5—2 мм;
- навесы 2 шт. (нужно заказать токарю) и металлические пластины 4—5 мм в толщину для их монтажа;
- простой и надежный дверной замок, можно – самодельный.
 (нужно заказать токарю) и металлические пластины 4—5 мм в толщину для их монтажа;
(нужно заказать токарю) и металлические пластины 4—5 мм в толщину для их монтажа;Чертеж конструкции из уголков
Совет. Нет смысла брать слишком толстый металл (например, 3 мм), поскольку сварить настоящую бронированную дверь все равно не получится, а изделие выйдет слишком тяжелым. Вполне достаточно толщины листа и профтрубы 1,5 мм. Вместо последней можете использовать равнополочный уголок 45 х 3 мм.
Если ваши сварочные навыки еще не отточены, то лучше взять стальной лист 2 мм в толщину, его труднее прожечь из-за недостатка опыта. Также подумайте о будущей наружной отделке, чтобы заранее подобрать материалы. Подробнее о подготовительном этапе изготовления металлической двери с деревянными накладками рассказывается на видео:
Руководство по изготовлению дверей
Первая операция – заготовка деталей. Она выполняется по такой схеме:
Она выполняется по такой схеме:
- Отрежьте 4 профиля на вертикальные стойки дверной коробки (или 2 уголка), ориентируясь по чертежу.
- Заготовьте 4 поперечины короба из профтрубы или уголков.
- Для каркаса полотна нарежьте 4 горизонтальных перемычки и 2 стойки.
- С помощью болгарки подгоните габариты стального листа под размеры дверной коробки.
Чертеж двери из профтрубы во входном проеме
Примечание. Между дверным блоком и стеной предусматривайте зазоры 1 см по всему периметру, как изображено на чертеже. На притворах нужно соблюдать зазор не менее 4 мм для уплотнительной ленты.
Нарезав элементы изделия, зачистите острые торцы и удалите заусенцы, после чего приступайте к сборке. Чтобы облегчить себе обработку перед покраской, на данном этапе рекомендуется удалить с поверхности заготовок всю ржавчину с помощью крупной наждачной бумаги и железной щетки.
Делаем дверное полотно
Традиционно сваривание железной двери своими руками начинается с изготовления короба, куда потом вставляется готовая створка. Но личный опыт многих мастеров говорит о том, что стоит начать именно с полотна – так проще выдержать угол 90° и не допустить «вертолета», при котором изделие перекошено относительно фронтальной плоскости.
Но личный опыт многих мастеров говорит о том, что стоит начать именно с полотна – так проще выдержать угол 90° и не допустить «вертолета», при котором изделие перекошено относительно фронтальной плоскости.
Первым делом уложите лист металла на стол или подставки и выровняйте его по плоскости, используя строительный уровень и подкладки в нужных местах. Дальше действуйте в таком порядке:
- Разложите заготовки рамы на листе, отступив от его краев 1 см и соблюдая углы 90°. Прихватите в нескольких точках верхнюю и нижнюю поперечину сваркой, зафиксировав их струбцинами.
- Повторите эту же операцию с вертикальными стойками, выполняя прихватки с внутренней стороны профиля. Как это выглядит визуально, показано выше на фото.
- Окончательно сварите элементы рамы с листом и между собой. Установите 2 промежуточных перемычки и закрепите их таким же образом.
- В конце зачистите болгаркой все сварные швы.
Внимание! При соединении профильной трубы с полотном не делайте сплошных швов, иначе металл поведет и на выходе вы получите тот самый «вертолет».
 Наплавляйте с внутренней стороны точки через каждые 10 см.
Наплавляйте с внутренней стороны точки через каждые 10 см.Свариваем коробку
В нашем случае наружная рама монтируется из двух профилей, установленных под углом 90° друг относительно друга (смотрите выше на чертеже). Поэтому сначала сформируйте наружное обрамление, уложив профили по всему периметру полотна и скрепив их прихватками.
Следующая профтруба кладется плашмя на 2 предыдущих с нахлестом и образует внутреннюю раму короба. Внимательно изучите фото, чтобы разобраться в этой комбинации.
Когда все рамные профили лежат на своих местах, прихватите их, а потом точечно сварите между собой. Проследите, чтобы по ошибке не приварить обрамление к полотну двери. Визуально готовая коробка, лежащая на створке, выглядит так:
Перед следующей операцией нужно разделить полотно и коробку, а последнюю перевернуть и положить на рабочий стол. Теперь можно тщательно проварить стыки снаружи и зашлифовать их болгаркой. Не накладывайте швы изнутри, где будет прилегать створка.
Изнутри стык заделывать не нужно, только снаружи
Важный момент. Прежде чем снимать раму с дверного полотна, поставьте метки на обоих элементах, чтобы запомнить их положение и при сборке не перепутать верх и низ.
Монтируем навесы
Для продолжения работы необходимо снова положить готовую створку на стол, только теперь поверх коробки. На данном этапе важно четко выверить все зазоры: отступы от края полотна до внешнего среза лутки должны быть равномерными по всему периметру и составлять 1 см, величина щели притвора для закладки уплотнителя – 4—6 мм. Чтобы ее обеспечить, подсуньте под стальной лист прокладки нужной толщины.
Теперь о том, как правильно сделать навесы:
- Определите положение навесов, отмерив сверху и снизу одинаковое расстояние – 25 см. Поставьте отметки и пропилите болгаркой пазы в полотне, чтобы сваривать петли напрямую с профилем рамы, а не с листом.
- Приварите к верхней части навеса толстую пластину, примерив детали по месту к торцу лутки.
- Приложите петлю с пластиной к коробке таким образом, чтобы между ней и плоскостью листа выдержать зазор 3—5 мм. Прихватите деталь сваркой.
- Поставьте второй усилитель на полотно двери и сварите его с навесом и створкой. Повторите все операции на другой петле.

Когда железная дверь держится на прихватках, проверьте ее открывание и прилегание, после чего приварите навесы окончательно и зачистите швы.
Устанавливаем замок
Когда свежеизготовленная входная дверь еще не поставлена в проем, врезка запоров своими руками не составляет проблемы. Для начала приложите замок к торцу полотна и наметьте его контур.
Чтобы вырезать паз под замок, воспользуйтесь болгаркой и дрелью. Когда извлечете обрезанный кусочек металла, выровняйте и зачистите края проема.
Дальше порядок работ такой:
- Вставьте замок в паз и просверлите отверстия для крепления. Нарежьте в них резьбу М5 или М6 и закрепите изделие.
- Напротив отверстия в корпусе для ручки и замочной скважины поставьте отметки на дверном полотне. Вырежьте в нем такие же проемы и поставьте с наружной стороны ручку с накладкой.
- Определите место в дверном косяке, где ригели замка должны входить в отверстия при закрывании. Выполните эти пазы, подчистите их и проверьте, как работает запор. При необходимости подрегулируйте или расширьте проем.
 Вырежьте в нем такие же проемы и поставьте с наружной стороны ручку с накладкой.
Вырежьте в нем такие же проемы и поставьте с наружной стороны ручку с накладкой.По окончании проделайте в коробке 4 монтажных отверстия, куда при установке войдут анкерные болты. Больше информации и важных моментов об изготовлении железной двери вы сможете узнать, просмотрев видео:
Облицовка изделия
Каким бы способ отделки двери вы ни избрали, вначале ее необходимо защитить от коррозии – загрунтовать и покрасить. Для этого нужно удалить шлак со сварных швов, подчистить их и обезжирить всю поверхность, а затем нанести 2 слоя грунта. После высыхания окрасьте изделие за 2 раза, начиная с тыльной стороны.
Облагородить входные двери можно такими способами:
- изнутри утеплить полистирольными плитами, посадив их на клей, и обшить пластиковыми панелями;
- прикрутить саморезами внешнюю и внутреннюю накладку из дерева, в частности, вагонки;
- обтянуть полотно дерматином, заложив под него слой утеплителя;
- купить и смонтировать готовый комплект для дверей из МДФ.
Можно сделать наличники из железа и окрасить в тот же цвет
Готовое изделие устанавливается во входном проеме на анкерных болтах, а щели традиционно уплотняются монтажной пеной. Здесь важно соблюсти горизонталь и вертикаль, чтобы створка хорошо закрывалась, а лутка не была «завалена» внутрь квартиры. Чтобы скрыть пену, снаружи и внутри коробка обшивается наличниками из дерева, металла или пластика. О правильной покраске дверного полотна подробно рассказывается в последнем видеоролике:
Заключение
Самодельные входные двери из железа по сроку службы не уступают заводским, если в процессе изготовления была соблюдена технология и конструкция сварена без перекосов. В противном случае появятся проблемы, в первую очередь, с замком, который начнет плохо закрываться и заклинивать. Чтобы этого не произошло, уделяйте больше времени подгонке всех элементов в процессе сборки, когда ошибки легче исправить.
В противном случае появятся проблемы, в первую очередь, с замком, который начнет плохо закрываться и заклинивать. Чтобы этого не произошло, уделяйте больше времени подгонке всех элементов в процессе сборки, когда ошибки легче исправить.
Как правильно сделать входную металлическую дверь с окном и декором в технике холодной ковки: оборудование, инструменты и материалы, технология изготовления двери из металла, установка замка, ручки и петель
Мне бы хотелось показать и рассказать, как изготовить полноценную дверь своими собственными силами. Это не так сложно, не стоит бояться, тем более. Я и сам имею небольшой опыт в сварке. С решением этой проблемы мне пришлось столкнуться по работе. Для технического помещения нужна была металлическая дверь и желательно с окном. Конечно, подобного типа дверь можно заказать и купить в магазине, однако вы почувствуете реальную экономию, когда сделаете ее своими руками. Вооружившись подходящим эскизом двери, я приступил к делу.
- металлический уголок 50×50×4 мм
- металлическая полоса 20×2 мм
- квадратная труба 20×20 мм
- листовая сталь 2000×1000×2 мм
- лист фанеры 2000×1000×12мм
- заклёпки 4×16-1 упаковка
- дверные петли диаметром 16мм, длиной 12 мм 2 штуки
- металлическая полоса 40×4 мм
- клей ПВА
- пенопластовая крошка
- электроды
- отрезные диски по металлу
- шлифовальный диск по металлу
- автомобильная грунтовка
- чёрная краска
- молотковая краска
Прежде всего, надо определиться с внешним видом будущей двери, сделать самостоятельно или найти в Интернете ее эскиз или фото. Эскиз я распечатал в масштабе, исходя из действительных размеров дверного проема. Если на эскизе ширина проема, к примеру, 20 мм, это значит, что ее настоящая ширина — 2 м.
Для того чтобы сделать дверь, лучше всего начать с рамы, которую я сварил из металлического уголка.
Размечаем уголок и режем его болгаркой под 45 градусов.
Столярный уголок прикладываем к углу рамы, придерживаемся угла в 90 градусов.
Сварив углы, шлифуем их болгаркой с шлифовальным диском.
Из этого же уголка и металлической полосы (20×2) я сделал заготовки для каркаса двери. Шаблон поможет вычислить точное расстояние для приваривания полосы. Для этого к внутренней части уголка (50×50) прикладывается шаблон вместе с полосой (20×2), потом полоса приваривается к уголку.
В дальнейшем полоса будет служить фиксатором фанеры. Затем по всей длине уголка срезаются излишки материала.
На одной из полос я сделал отверстие для замка, чтобы не делать это потом, когда весь каркас будет готов.
Замочное отверстие делаем с отступом 900 мм от края уголка.
Делаем заготовки из металла для дверного каркаса по размерам внутренней рамы. Из уже сделанного уголка создается каркас для дверей. Он делается по высоте и ширине внутреннего размера дверной рамы.
Для того чтоб избежать затирания каркаса и дверной рамы, между ними нужно поставить металлические пластины, которые я изготовил из той же полосы 20×2 мм.
Между рамами вставляем наши заготовки — металлические пластины толщиной 2мм.
Теперь свариваем дверной каркас.
В итоге у нас получился дверная рама и дверной каркас.
Привариваем к получившейся дверной раме лист металла. Расстояние от края металлического листа до каркаса — 15мм
Для будущего окна болгаркой вырезаем проём в центре двери.
Также делаем рёбра жёсткости, как показано на фото, и привариваем их к двери, чтобы она не погнулась и сохраняла форму.
Первоначального количества ребер жесткости оказалось недостаточно, поэтому нужно сделать дополнительные.
Но и этого оказалось недостаточно, поэтому для прочности добавьте и диагональные рёбра.
Ребер жесткости должно быть столько, сколько позволит двери не гнуться.
Вот так должна выглядеть получившаяся у вас конструкция.
Далее необходимо установить замок.
С помощью дрели и сверла диаметром 4,2мм делаем отверстие, затем делаем метчиком резьбу на 5мм.
Болтами диаметром 5мм крепим замок к дверному каркасу.
Маркером можно сделать разметку для будущего отверстия под сердцевину замка.
Сначала сверлим отверстие при помощи дрели и сверла диаметром 12мм, потом это отверстие доработал круглым напильником.
Далее устанавливается ручка.
Теперь вырежем из фанеры прямоугольник по размерам будущей двери для внутренней стороны двери.
Теперь займемся петлями. Чтобы правильно выбрать их местоположение, нужно отступить по 150 мм верхнего и нижнего края двери.
При этом располагать петли следует так, чтобы отверстия для смазки смотрели на лицевую часть дверей.
По периметру дверной рамы привариваем квадратную трубу (20×20), чтобы закрыть щель между рамами.
Теперь возьмем небольшие полоски (40×4) металла, которые послужат нам для крепежа дверей, и приварим их перпендикулярно поверхности двери. С их помощью дверь и будет крепиться в дверном проёме.
В дверной раме делаем два отверстия для «язычков» замка. Разметку для «язычков» делаем непосредственно от замка закреплённого на двери.
Для сохранности замка привариваем уголок.
Теперь займемся покраской двери. Сначала покроем ее грунтовой краской.
После того как слой грунтовки высох, покрываем дверь черной краской.
В качестве утеплителя для двери используем пенопластовую крошку. Ее нужно смешать с ПВА.
Затем аккуратно заполните смесью для утепления всю поверхность двери.
Заранее покрашенную фанеру крепим заклёпками к дверному каркасу.
Теперь красим дверь с обеих сторон молотковой краской.
Чтобы избежать потеков и равномерно распределить краску, желательно положить дверь горизонтально.
У нас осталось пустым отверстие для окна. В него мы устанавливаем декоративную решетку, выполненную в технике холодной ковки металла.
Кроме того, нам нужно установить стеклопакет, чтобы дверь была теплой.
Дверь готова, теперь ее нужно установить в дверной проем. Для этого понадобиться уровень, чтобы сохранить вертикаль двери. Перпендикулярно раме я приварил металлическую полоску, в ней делается отверстие диаметром 12мм для фиксации анкерными болтами (Д12мм и длиной 100мм).
Теперь дверь не только вызывает чувство гордости и удовлетворения за выполненную работу, но и готова к постоянному использованию.
3 способа сварки стальных дверных коробок
Торцевой шов
Торцевой сварной шов — это когда стык под углом между торцами головки и косяка приваривается к внешней стороне лицевой стороны рамы. Сварной шов отшлифуют, отшлифуют и покрасят грунтовкой, чтобы шов не был виден. Остальные элементы профиля рамы, такие как софит, упоры и рамы, не привариваются.
Обратный сварной шов
Задняя сварка — это сварной шов, накладываемый на угол стыка рамы в месте стыка головки и косяка, но с обратной стороны.Этот вид сварки требует меньшего шлифования.
Сварка полнопрофильная
Также определяется как «полностью сварной» или «непрерывно сварной», полнопрофильный сварной шов — это когда стыки между всеми элементами профилей головки и откоса полностью сварены. Грани и возвратные части могут быть сварены изнутри или снаружи. Все остальные элементы рамы должны быть сварены изнутри
Подготовка к сварке
1. Правильная установка рамы перед сваркой имеет решающее значение для обеспечения прямоугольной формы готовой рамы.
2. Положите головку и два косяка на ровную рабочую поверхность не дверной стороной вниз.
3. Соберите раму и загните выступы на косяке, чтобы зафиксировать косяки на голове. Следуйте инструкциям производителя, чтобы определить, в каком направлении нужно сгибать язычки. Это очень важно для обеспечения правильной ширины дверного проема.
Это очень важно для обеспечения правильной ширины дверного проема.
4. Зафиксируйте раму на столе для устойчивости. Убедитесь, что рамка квадратная, и при необходимости отрегулируйте.
5. Приварите транспортировочную штангу прихваточным швом к дверной стороне рамы, чтобы гарантировать ширину проема сварной рамы.Например, если дверной проем составляет 3 фута, то распорка должна быть ровно 3 фута.
6. Теперь рама готова к сварке. Используя минимально необходимое количество сварного шва, примените торцевой шов, обратный шов или полнопрофильный сварной шов, как указано.
Чистовая обработка шва
1. Отшлифуйте до тех пор, пока сварной шов не будет на одном уровне с лицевой стороной рамы.
2. Зачистите края.
3. Обработайте шлифовальной машиной DA.
4. Процесс отделки завершен, рама готова к покраске.Правильная сварка после покраски придаст раме цельный вид.
Сварщики металлических дверей и сварочные аппараты специальных рам из WSI
Сварщики для производства полых металлических дверей от интеграторов сварочных систем
Weld Systems Integrators (WSI) разрабатывает и производит стандартные и нестандартные сварочные аппараты для экономичного производства стальных дверей и рам. Мы предлагаем широкий спектр решений для производителей пустотелых металлических конструкций, производящих 20, 200 или 2000+ дверей и рам в день.Сварные полые металлические двери и рамы можно использовать как для внутренних, так и для наружных работ. Сварщики WSI создают прочные и надежные соединения, которые НЕ разъединяются под нагрузкой. Кроме того, наши сварные швы препятствуют проникновению света и воздуха через края.
Мы предлагаем широкий спектр решений для производителей пустотелых металлических конструкций, производящих 20, 200 или 2000+ дверей и рам в день.Сварные полые металлические двери и рамы можно использовать как для внутренних, так и для наружных работ. Сварщики WSI создают прочные и надежные соединения, которые НЕ разъединяются под нагрузкой. Кроме того, наши сварные швы препятствуют проникновению света и воздуха через края.
от WSI увеличивают скорость производства и повышают надежность благодаря своей прочной и надежной конструкции.
Высококвалифицированная команда инженеров компании WSI может адаптировать или спроектировать машину или процесс для вашего приложения.Помимо НОВЫХ стандартных и нестандартных сварочных аппаратов, мы также предоставляем запасные части, услуги по ремонту и восстановлению, обновления и профилактическое обслуживание для LORS Machinery и других производителей сварочных аппаратов для полых металлических дверей.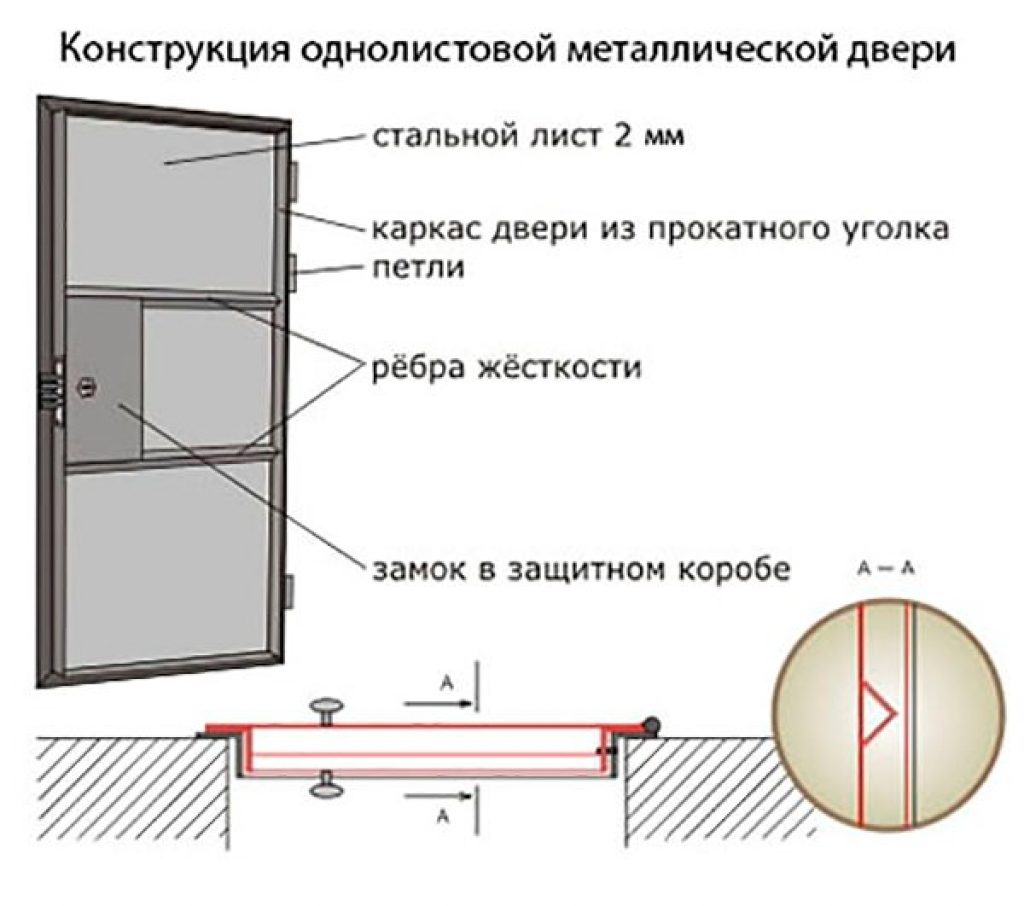
WSI — это СДЕЛАНО В США в нашем офисе Warrensville Heights, Огайо. Позвоните нам, чтобы получить инвентарь НА СКЛАДЕ.
* НОВАЯ машина для сварки швов кромок дверей WSI, модель 826
Наша НОВАЯ модель 826 — это аппарат для сварки швов GMAW, способный производить более 60 дюймов в минуту на дверях с замковым швом и центральным / стыковым швом, изготовленных из стали, оцинкованной, отожженной гальваникой и нержавеющей стали.Этот сварочный аппарат сваривает продольные швы — стыковые швы, швы внахлест и замковые соединения — на краю двери и автоматически определяет петли, длину двери и запорные планки для упрощения настройки.
Сварщик других дверей и рам ВИДЕО:
Сварщик дверей, модель 145
Сварщики дверей от Weld Systems Integrators:
Сварочные аппараты для армирования петель
- Горизонтальный проекционный сварочный аппарат с двумя горелками, номинальная мощность 120 кВА. Предназначен для выступающей приварки усилителей петель к дверям.Горизонтальная конструкция позволяет приваривать дверь в горизонтальном положении, устраняя необходимость ставить дверь на край и упрощая транспортировку.
 Предназначен для выступающей приварки усилителей петель к дверям.Горизонтальная конструкция позволяет приваривать дверь в горизонтальном положении, устраняя необходимость ставить дверь на край и упрощая транспортировку.
Предназначен для выступающей приварки усилителей петель к дверям.Горизонтальная конструкция позволяет приваривать дверь в горизонтальном положении, устраняя необходимость ставить дверь на край и упрощая транспортировку.Сварщики ребер жесткости
- Установка для многоточечной сварки с десятью (10) горелками, двумя (2) трансформаторами мощностью 70 кВА. Включает проходной портал шириной 62 дюйма для приваривания двух, трех или четырех усиливающих элементов жесткости шляпного типа к дверной панели.
- Установка для многоточечной сварки ребер жесткости с двадцатью (20) горелками и пятью (5) сварочными трансформаторами мощностью 120 кВА.Предназначен для приваривания ребер жесткости шляпной секции к воротам длиной до 8 футов.
- Установка для многоточечной сварки с двадцатью восемью (28) сварочными горелками и семью (7) трансформаторами мощностью 150 кВА. Предназначен для приваривания ребер жесткости шляпной секции диаметром 16 мм к обшивке двери (длиной до 10 футов).

Устройство для сварки концевых каналов
- Сварочный аппарат для концевого канала с одним трансформатором мощностью 70 кВА и шестью (6) сварочными горелками возвратно-поступательного типа на 4-дюймовых центрах, проникающих внутрь концевого канала. Этот сварочный аппарат может сваривать торцевые швеллеры как на узких, так и на широких дверях.
Сварщик швов GMAW
- Сварщик сваривает продольные швы — стыковые швы, швы внахлест, замковые соединения — на кромке двери. Автоматически определяет петли, длину двери и ответные планки для упрощения установки.
Lock Box & Strike Welder
- Экономичный однопроходный сварочный аппарат для горизонтальной проекции мощностью 85 кВА. Предназначен в первую очередь для запорных ящиков с выступающей сваркой, но также позволяет приваривать удары и усиливать петли небольшого объема (по одному язычку за раз).
Сварщики рам от компании Weld Systems Integrators:
Аппараты для сварки концевых каналов
- Устройство для сварки концевых каналов с пятью (5) трансформаторами и девятью (9) сварочными горелками возвратно-поступательного типа, мощностью 70 кВА.
Сварочные аппараты для усиления петель
- Проекционный сварочный аппарат с двумя пистолетами, номинальная мощность 120 кВА. Предназначен для приваривания выступов усилителей петель к косякам, по одному на каждую последовательность. Конструкция с двумя пистолетами обеспечивает правильное усилие при сварке на обоих концах усиления петли и устраняет проблемы распределения сварочного усилия, характерные для сварочных аппаратов с одним выступом.
- A Четыре (4) станции, Сварочный аппарат для армирования шарниров с восемью (8) головками, позволяет сваривать четыре шарнира за последовательность. Имеет восемь (8) сварочных горелок и четыре (4) трансформатора номинальной мощностью 120 кВА.
Сварочные аппараты для прижимных плит
- Двухстанционный сварочный аппарат, номинальная мощность 85 кВА. Станция 1 (1) предназначена для приваривания прижимной пластины к сварному шву с одиночным ударом. Вторая станция (2) предназначена для приваривания косынок к концу косяка с помощью двух уравнивающих пистолетов.
Сварочные аппараты для анкеров шпилек и перекрытий
- Проекционный сварочный аппарат с двумя пистолетами, номинальная мощность 85 кВА.Этот сварочный аппарат предназначен для приварки шпилек и напольных анкеров к дверным коробкам. Имеет две сварочные горелки с регулируемым ходом отвода и сменные сварочные матрицы.
Сварочные аппараты для якорей и отвесов
- Сварочный аппарат с выдвигающейся проекцией с одним пистолетом, номинальная мощность 85 кВА. Этот сварочный аппарат предназначен для сварки анкерных и отвесных скоб.
Let Weld Systems Integrators помогут вам выбрать или спроектировать решение для сварки дверей и рам, которое наилучшим образом соответствует вашим производственным требованиям.
Интеграторы систем контактной сварки
Heavy Duty; Холоднокатаная сталь 16-го калибра — соответствует требованиям ANSI A250.8-2014 (SDI 100) | |
| Раздача | В ручном режиме — LH / RHR, RH / LHR |
| Лица косяка | Стандартные 2-дюймовые торцы косяка (доступны 4-дюймовые головки и нестандартные лицевые стороны) | Детали | 2 косяка, 1 головка — рама в сборе; Квадратные, приварные торцевые углы и шлифованные гладкие |
| Высота упора | Стопорная высота 5/8 дюйма | Кролики | Стандарт неравных двойных кроликов |
| Уголки | Точно подогнанные угловые соединения со штамповкой под углом — приварные торцевые углы, гладкая шлифовка и грунтовка | Усиление петли | Усилители петель 7-го калибра |
| Усилитель более близкий | Дополнительное усиление доводчика двери 14 калибра | Подготовка к забастовке | Универсальная подготовка к удару ASA 4-7 / 8 дюймов (доступны глухие упоры) |
| Подготовка глушителя | Подготовка глушителя 9/32 ” | Пара головных уборов | Промывочный болт, Preps глушителя, SVR Preps |
| Дополнительные заготовки | Заглушка для глухой петли для непрерывной петли, удар ригеля, удар электрическим током, усиление удара выходного устройства | Анкеры для существующих стен | Стандартный анкер-бабочка EWA для существующей стены (свободный), анкер для существующей настенной трубы (приварной), анкер с перевернутым основанием |
| Новые внутренние анкеры-шпильки для стен | Комбинированный анкер-шпилька (дерево или сталь), анкер в основании пола (незакрепленный или приварной) | Новые анкеры для наружных стен | Т-образный анкер, проволочный анкер, анкер в основании пола (незакрепленный или приварной) |
| Класс огнестойкости | Дополнительно — WHI / ITS, огнестойкость до 3 часов (майларовая этикетка) — огнестойкие сборки должны соответствовать NFPA 80 | Отделка | Ингибирующий грунт для запекания от ржавчины, наносимый на заводе (без специальных вариантов цвета) — не предназначен для использования в качестве финишного покрытия.После установки рекомендуется наносить финишную краску (финишный слой). |
| Купить American Act Compliance | соответствует американскому закону о покупках — сделано в США | Производитель.Расположение шарниров / замков | Стандартные локации Steelcraft (доступны Ceco, Curries и пользовательские локации) |
AR Iron Security Door Quote
AR IRON БЕЗОПАСНЫЕ ДВЕРИ ИЗГОТОВЛЯЕТСЯ НА ЗАКАЗ БОЛЕЕ 30 ЛЕТ!
Большинство наших клиентов запрашивают индивидуальную работу, но у нас также есть выбор стандартных дизайнов на выбор.
Те, кто консультируется с нами по поводу дизайна, могут свободно вдохновляться и проявлять творческий подход. Наши прошлые работы включают элегантные, минималистичные двери, а также богато украшенные двери. Мы даже создали тщательно продуманные двери из кованого железа в качестве произведений искусства, например, в виде плетистой розы с бабочками, обеспечивая красоту, класс и безопасность в одном лице.
Железные защитные двери представляют собой чрезвычайно эффективный барьер от злоумышленников, особенно от взлома.
Мы приедем, когда скажем, что оставим и оставим вашу собственность чище, чем было! Если что-то не соответствует вашим стандартам, сообщите нам, и мы все исправим.
Мы соблюдаем правила техники безопасности при дистанцировании от общества. Нам не нужно входить в ваш дом, чтобы сообщить цену.
Безопасность сейчас имеет первостепенное значение, как никогда. Мы выполним вашу работу в течение 3-5 дней с момента подписания контракта.
Что делает нашу безопасность более безопасной?
Начните свой проект железной бронированной двери уже сегодня!
Прочтите, что говорят клиенты. AR Утюг
«AR Iron изготовлен и установлен (3) Пед-ворота, двойные 16-футовые ворота и входная / защитная дверь.От оценщика Рона, из офиса и установщиков ВСЕ они проделали фантастическую работу. Качественно и по хорошей цене !!!! Мы очень счастливы!!!!! «
» Они выполнили несколько проектов у меня дома … всегда лучшее качество и лучшее мастерство. «
» Замечательные люди и отличная работа! Все получилось красиво и в рамках бюджета. Мы получили столько комплиментов по поводу нашего большого проекта. Стоит каждой копейки !!!! «
Застраховано и лицензировано # 0055381
1425 Athol Ave., Henderson, NV 89011-4001
ЗВОНИТЕ ДЛЯ ВАШЕЙ
БЕСПЛАТНУЮ СМЕТУ!
(702) 565-7161
ВКЛЮЧАЕТ:
• Стандартная защитная дверь
• Пять окон
• Порошковое покрытие
• Ручки с замком и проходом с крючком
ДОМАШНЯЯ БЕЗОПАСНОСТЬ Пакет безопасности включает (4) окна 5 ‘x 5’, (1) окно 3 ‘x 3’, (1) противопожарный предохранитель, (1) стандартную дверь безопасности, все части с порошковым покрытием черного, белого или коричневого цвета, дверную фурнитуру и установка включена.Не может быть объединена с любым другим предложением. Только ограниченное время. LIC № 0055381. Ничто не сравнится с хорошо сделанной дверью из кованого железа. Вес, детали ручной работы из кованого железа, величественный эффект, который он придает любому зданию, — все вместе создает самые завидные двери и входное пространство. В создание этих произведений искусства уходит много усилий. Не многие люди понимают ремесло, историю и процесс, который скрывается за каждой железной дверью, которую мы создаем. Здесь, в Forever Custom Iron Doors, мы уже более века оттачиваем и оттачиваем процесс создания красивых железных дверей для любой конструкции в любом стиле, будь то современный или классический. Мы не жалеем средств на изготовление лучших железных дверей, предлагаемых в отрасли, и делаем все это, сохраняя при этом конкурентоспособные цены. Большинство наших клиентов отмечают, насколько их новая дверь оказалась доступнее, чем они ожидали. Но как это сделать? Ответ: мы начинаем с самого лучшего материала — железа.В отличие от дверей из дерева и стекловолокна, железные двери никогда не деформируются, могут быть полностью защищены от коррозии и никогда не гниют. Это самый простой и самый экономичный материал для повторной полировки. Он поставляется с пожизненной структурной гарантией, а также множеством роскошных ручек, замков, петель и фурнитуры — каждая из которых является произведением искусства. Но ничто из этого не говорит вам, как мы производим наши отмеченные наградами железные двери. Ответ — наш проверенный временем запатентованный процесс отделки. Это секрет производства лучших в мире дверей из кованого железа для требовательных клиентов по всему миру, и мы с удовольствием объясним вам его здесь. Шаг 1: Погружение в кислоту : На первом этапе процесса отделки мы погружаем железную дверь в смесь для кислотного травления. Это дает два преимущества; повышение адгезионных свойств двери и удаление лишнего мусора. Шаг 2: цинковое покрытие : На втором этапе мы покрываем железную дверь специальным горячим фосфатом цинка. Это дает то преимущество, что создает устойчивый к ржавчине барьер красивого серебристого тона, который при желании можно использовать и усилить позже. Шаг 3: Сушка : На третьем этапе наш незавершенный продукт впервые помещается в духовку. Там удаляется лишняя влага, и фосфат цинка становится более защищенным на поверхностях двери. Шаг 4: Сварка покрытия : На четвертом шаге мы свариваем существующие швы с помощью стальной шпатлевки. Это гарантирует, что любые структурные недостатки или слабые места будут устранены, и дает нашим мастерам дополнительную возможность добавить любые особые изюминки, которые могут быть желательны. Шаг 5: Шлифование : Стальные валики шпатлевки, которые мы уложили на предыдущем шаге, будут естественно подниматься над поверхностью двери. Поэтому необходимо шлифовать их до тех пор, пока они не будут на одном уровне с общей поверхностью двери. Шаг 6: Оксидное покрытие : Теперь мы напыляем два слоя красной окиси электростатическим методом. Спрей с красным оксидом представляет собой специализированную антикоррозионную грунтовку, а метод электростатического распыления обеспечивает максимально равномерное нанесение покрытия. Шаг 7: Выпечка до застывания : На этом этапе мы запекаем дверцу при температуре 365 градусов по Фаренгейту в течение двадцати минут. Это позволяет покрытиям, которые мы наносили до сих пор, затвердеть и стать еще более прочными и надежными. Шаг 8: Основа автомобильного покрытия : Не желая, чтобы наша тяжелая работа пропала зря — или потерять какое-либо драгоценное железо из-за аварии или стихийных бедствий — мы затем распыляем автомобильный порошок в два слоя.Это становится нашим основным покрытием для финальной отделки, которая все еще находится в процессе. Шаг 9: Завершение запекания : Чтобы закрепить наши достижения «в камне», на этом этапе мы снова запекаем дверь при температуре 365 градусов по Фаренгейту в течение 20 минут. Шаг 10: Нанесение ручной отделки : Теперь мы применяем нашу специализированную искусственную отделку, которая всегда выполняется вручную. На этом этапе конечный продукт действительно начинает сиять, и наши художники могут нанести последние мазки на свой последний шедевр. Шаг 11: Защитное покрытие: Не желая рисковать ценной и кропотливой работой наших мастеров, мы наносим еще два слоя защитного наружного уретана для максимальной защиты от разрушительного воздействия ультрафиолета. Шаг 12: Окончательное отверждение : Наконец, мы снова запекаем дверь при температуре 365 градусов по Фаренгейту для окончательного затвердевания и окончательной отделки. После того, как дверь остынет, мы полностью ее осматриваем и готовим к отправке в конечный пункт назначения. Хорошо сделанная железная дверь — замечательная вещь. После того, как он установлен, его можно легко представить как нечто особенное и прочное, добавляющее красоты и безопасности любой конструкции, которую он украшает. Но каждая дверь представляет собой сложную конструкцию, состоящую из множества тонко переплетенных частей. Вот краткое изложение всех компонентов каждой железной двери, которую мы производим. Кованые сварные петли : Эти прочные кованые и сварные петли сами по себе являются произведениями искусства, достаточно прочными, чтобы удерживать несколько сотен фунтов и обеспечить безопасное и надежное соединение с дверным проемом.Они также поставляются со специализированными пресс-масленками для уплотнения и смазки, что обеспечивает долгий срок службы и герметичность. Высококачественная сталь 12-го калибра : Мы выбираем высококачественную сталь 12-го калибра, которая превосходит более тяжелые калибры по правильному весу и пропорциям, установке, коррозионной стойкости и общей превосходной структурной целостности. Основной корпус толщиной в два дюйма : Основной корпус двери имеет двухдюймовую броню защиты.Он снабжен уретановой изоляцией, которая отличается высокой прочностью, легкостью и обеспечивает лучшую герметичность, которую обеспечивает промышленность. Закаленное двойное остекление : В центре наших декоративных и функциональных дверей находится двойное закаленное остекление из 5/8-дюймового стекла. Это идеальное дополнение к нашей художественной работе с деталями из кованого железа, и на него можно выгравировать практически любое изображение, сообщение, заголовок, логотипы или эмблемы по желанию клиента. Наш многоступенчатый процесс чистовой обработки : Мы завершили 12-этапный процесс чистовой обработки. Хотя технически это может не рассматриваться как «часть» двери, это узкоспециализированный процесс, который поддается обработке всем перечисленным нами тонким компонентам. Он объединяет все эти тщательно продуманные компоненты в одно неделимое произведение искусства, которое призвано украсить ваше здание и рассказать историю собственности и людей, стоящих за ней. Дверной дверной проем : Не следует забывать о крайне важном высококачественном дверном проеме, расположенном внизу, на внешнем крае двери. Это легко сметает влагу и мусор при открытии двери, предотвращая попадание грязи, мусора и других элементов в ваше здание. Терморазрыв : Наконец, все наши двери могут быть оснащены дополнительным терморазрывом. Это настоятельно рекомендуемое дополнение позволяет вашей двери обеспечивать оптимальную защиту от атмосферных воздействий в жаркое, холодное, влажное и сухое время года.Это также лучшая страховка от смешанных погодных условий между сезонами. Он состоит из внутренней панели и разъема внутренней панели. Хотя это дополнение к вашей двери будет стоить несколько дороже, это отличное вложение в защиту от атмосферных воздействий, которую вы строите, которая наверняка окупится в течение первого или двух лет жизни вашей уникальной персонализированной железной двери. Еда на вынос В Forever Custom Iron Doors мы используем специализированный 12-этапный процесс, разработанный на протяжении веков для создания железных дверей высочайшего качества из доступных. Каждая железная дверь, которую мы создаем, состоит из более чем десятка тщательно продуманных компонентов, каждый из которых сам по себе является произведением искусства. Мы предлагаем гибкие варианты финансирования, позволяющие любому владельцу недвижимости стать счастливым обладателем уникальной ручной железной двери, которая прослужит вам всю жизнь! Чтобы узнать больше об освященном веками искусстве и ремесле по созданию лучших в мире кованых дверей, свяжитесь с Forever Custom Iron Doors. Просмотрите наши доступные продукты, процесс проектирования и наши гибкие варианты финансирования.Мы с гордостью обслуживаем весь Нью-Джерси и столичный город Нью-Йорка, а также за его пределами. Наш дружный коллектив готов ответить на ваши вопросы. В 1960 году компания LORS Machinery продала свой первый сварочный аппарат предприятию по производству полых металлических дверей для коммерческих целей.С тех пор компания LORS стала лидером в области контактной сварки для производства пустотелых металлических дверей, поддерживая магазины от 25 дверей в день до более 2000 дверей в день. Сегодня RWC — это ваша поддержка для контактной сварки, продолжающая с того места, где остановилась LORS. У нас есть более 1000 сварщиков по всему миру в США, Канаде, Мексике, Корее и на Ближнем Востоке, что позволяет сократить расходы на сварку и повысить производительность. Мы также предлагаем множество дополнительных автоматизированных систем. Сварочный аппарат для концевых каналов с одним трансформатором мощностью 70 кВА и шестью (6) сварочными горелками возвратно-поступательного типа на 4-дюймовых центрах, доходящих до концевого канала.Этот сварочный аппарат может сваривать торцевые швеллеры как на узких, так и на широких дверях. Долговечные сварочные штампы из сплава CCNB сводят к минимуму появление следов на внешней поверхности. Также доступны другие конфигурации с межосевым расстоянием от 3-6 дюймов до ширины двери 48 дюймов. Горизонтальный проекционный сварочный аппарат с двумя горелками мощностью 120 кВА.Предназначен для выступающей приварки усилителей петель к дверям. Горизонтальная конструкция позволяет приваривать дверь в горизонтальном положении, устраняя необходимость ставить дверь на край и упрощая транспортировку. Сдвоенные сварочные пистолеты могут работать индивидуально в последовательном режиме или вместе, что позволяет сваривать оба выступа в одном месте усиления петли. Предусмотрены пневматические прижимные подушки для поддержания ровности двери во время сварки. У нас есть версия для ваших нужд Многоголовочные аппараты для точечной сварки, от сварочных аппаратов с ручной загрузкой до наших полностью автоматизированных решений.В зависимости от ваших потребностей, мы можем перемещать дверь через сварочный аппарат по длине или, в случае крупнотоннажных цехов, по ширине до 32 сварочных головок. Все наши сварочные аппараты доступны с автоматическими обратными упорами для легкого позиционирования или с полным ЧПУ для максимальной гибкости. Этот вариант позволяет сваривать ребра жесткости, а также оконные рамы и другие усиливающие пластины. Приварите один, пока загружается второй стол. Наши сварочные аппараты с ЧПУ доступны в версиях AC или MFDC для уменьшения маркировки на нержавеющей стали. Горизонтальный аппарат для точечной или проекционной сварки с одним пистолетом мощностью 60 кВА.Предназначен для выступающей или точечной приварки петель и усиления дверных замков. Горизонтальная конструкция позволяет приваривать дверь в горизонтальном положении, избавляя от необходимости ставить дверь на край. В отличие от сварочного аппарата DHRW08502AX, этот сварочный аппарат открытого типа обеспечивает легкий доступ для поиска двери, петли или замка. Также предусмотрена пневматическая прижимная площадка. Горизонтальный проекционный сварочный аппарат с двумя горелками мощностью 120 кВА.Предназначен для выступающей приварки элементов крепления петель и замков к дверям. Горизонтальная конструкция позволяет приваривать дверь в горизонтальном положении, устраняя необходимость ставить дверь на край и упрощая транспортировку. Сдвоенные сварочные пистолеты могут работать индивидуально в последовательном режиме или вместе, что позволяет сваривать оба выступа в одном месте усиления петли. Предусмотрены пневматические прижимные подушки для поддержания ровности двери во время сварки. Контроль сварки можно установить на высокий уровень, как показано, или под конвейером. Этот аппарат для сварки швов третьего поколения сваривает продольные швы на кромках дверей. Может быть установлен для замкового соединения или соединения внахлест. Пользователь может настроить сварочный аппарат на непрерывную или стыковочную сварку.Датчики автоматически останавливают сварку в отверстиях с заданными пользователем запусками и остановками. Роликовые столы обеспечивают легкое позиционирование двери, а пневматические зажимы с водяным охлаждением обеспечивают безопасность двери во время сварки и отводят тепло от двери. Выполним сварку дверей из CRS, оцинкованных и нержавеющих сталей. Сварочный аппарат с двумя горелками, мощность 120 кВА.Предназначен для приварки выступов к косякам, по одной петле на последовательность. Конструкция с двумя пистолетами обеспечивает правильное усилие при сварке на обоих концах усиления петли и устраняет проблемы распределения сварочного усилия, характерные для сварочных аппаратов с одной горелкой. Сварочный аппарат оснащен зажимом косяка с пневматическим приводом и фиксатором штифта с задержкой по времени на опускание штифта для перевода косяка в последующее положение для сварки. Включает в себя двухпозиционный переключатель, предотвращающий связывание, и твердотельное управление сваркой с возможностью до 32 сварочных графиков. Сварочный пресс с одной головкой, адаптированный к проверенному оборудованию, используемому в модели 771, но на более дешевой платформе с микропроцессорным управлением сваркой на 32 графика. Верхние сварочные электроды устанавливаются на держателе для выравнивания нагрузки, чтобы каждый раз обеспечивать качество сварки класса А. Двухстанционный сварочный аппарат мощностью 85 кВА. Станция 1 (1) предназначена для приваривания прижимной пластины к сварному шву с одиночным ударом. Вторая станция (2) предназначена для приваривания косынок к концу косяка с помощью двух уравнивающих пистолетов.Обе станции оснащены новыми высокоэффективными электродами CCNB из медного сплава для легкой замены без утечек. Включает двухпозиционный переключатель, предотвращающий связывание, и полупроводниковое управление сваркой с возможностью до 64 графиков сварки. Управление показано с дополнительным магнитным выключателем. Проекционный сварочный аппарат с двумя пистолетами мощностью 85 кВА.Этот сварочный аппарат предназначен для приварки шпилек и напольных анкеров к дверным коробкам. Имеет две сварочные горелки с регулируемым ходом отвода и сменные сварочные матрицы. Нижние приварные матрицы установлены на левой и правой выдвижных платформах. В комплекте передние и задние направляющие колеса для позиционирования косяка. Оснащен двойным ручным переключателем, предотвращающим закрепление, и твердотельным управлением сваркой с возможностью до 64 графиков сварки. Управление показано с дополнительным магнитным выключателем. Сварочный аппарат проекционного типа с одним пистолетом мощностью 85 кВА.Этот сварочный аппарат предназначен для сварки анкерных и отвесных скоб. Включает набор подъемных цилиндров с пневмоприводом, локатор деталей и направляющие для быстрой смены крепления. Включает двухпозиционный переключатель, предотвращающий связывание, и твердотельное управление сваркой с возможностью до 300 сварочных графиков. Управление показано с дополнительным магнитным выключателем. Сварщик оконных рам Машина для точечной сварки малых торцевых каналов Сварочные аппараты для сварки арматуры больших объемов петель и сейфов Все сварочные аппараты оснащены удобными средствами управления сваркой с беспрецедентной гарантией.Доступны другие средства управления сваркой для еще большего контроля процесса и сохраняют нашу лучшую в своем классе гарантию. Когда дело доходит до покупки новых дверей для дома, домовладельцы выбирают два наиболее популярных варианта — это двери из кованого железа и двери из стали. Хотя оба типа дверей сделаны из металла, есть различия, о которых вам нужно знать, чтобы убедиться, что вы покупаете лучшие двери для своего дома. Кованое железо изготавливается из железа, природного элемента, встречающегося в земле. Чтобы определить, как «кованое» железо, это железо смешано с силикатом железа. Кованое железо также имеет очень низкое содержание углерода, что позволяет нагревать, гнуть, придавать форму и сваривать кованое железо. Сталь не встречается в природе. Скорее, он создан человеком, взяв железо и смешав его с углеродом.Добавление углерода затрудняет сгибание и придание формы. Термин «сталь» также может относиться к широкому спектру различных смесей. Некоторые двери могут быть, например, смесью железа, никеля и углерода. Изначально можно было предположить, что сталь будет лучшим выбором для дверей для вашего дома, потому что сталь часто считается имеющей более высокий предел прочности на разрыв, чем кованое железо. Однако такое предположение было бы огромной ошибкой.На самом деле двери из кованого железа такие же прочные, как и стальные двери, поэтому в этом отношении они равны. Если вы ищете богато украшенные, декоративные и продуманные конструкции дверей, то кованые двери здесь явный победитель. Это связано с тем, что из кованого железа можно сгибать, формировать, формировать и сваривать различные конструкции благодаря низкому содержанию углерода. Чтобы сделать то же самое со сталью, она должна быть в расплавленном состоянии и вылита в форму, что может быть довольно дорогостоящим. Если вас беспокоит, что коррозия и ржавчина могут стать проблемой, вы можете предположить, что сталь лучше выдерживает нагрузку.Однако вы ошибаетесь. Сталь более подвержена ржавчине, чем кованое железо. Несмотря на то, что кованое железо также может образовывать ржавчину, когда дверь изначально изготавливается, на нее наносится специальное покрытие, которое обеспечивает превосходную устойчивость к ржавчине. Что касается ухода за дверьми, то кованые и стальные двери примерно равны. Вы должны проверить двери на предмет царапин, которые могут обнажить незащищенный металл и привести к образованию ржавчины. Двери следует мыть не реже одного раза в месяц с мягким моющим средством, чтобы сохранить их внешний вид.И кованое железо, и сталь можно покрасить, если вы хотите изменить цвет своих дверей. Кованые двери долговечны, они прослужат всю жизнь. Для многих домовладельцев это последние двери, которые они покупают, если только им не нужен новый дизайн или стиль, который сейчас в тренде. И наоборот, стальные двери, как правило, заменяют несколько раз, поскольку они часто теряют свою привлекательность из-за ограниченного дизайна дверей и изменений в тенденциях внешнего вида дома. Если вас беспокоит безопасность дома, лучше всего подойдут и кованые, и стальные двери, хотя исследования показали, что дома с коваными дверями обычно проходят мимо потенциальных грабителей. Наконец, если вы все-таки хотите изменить двери для своего дома, то кованое железо окажется на высоте. Существуют всевозможные конструкции, изделия из стекла, металлоконструкции и другие варианты на выбор, чтобы создать поистине уникальную дверь только для вашего дома. Как видно, двери из кованого железа и стали имеют свои плюсы и минусы. В конце концов, все сводится к личному выбору: хотите ли вы потрясающую дверь из кованого железа с детальной проработкой или простую стальную дверь для вашего дома. Чтобы найти идеальные двери из кованого железа для вашего дома, изучите нашу подборку в Интернете.
ТОЛЬКО ДЛЯ ПАКЕТА 9000 $ 1,59 12-этапный процесс отделки | Железные двери Forever Custom
Анатомия железной двери
Начните работу с Forever Custom Iron Doors консультантов по точечной сварке | Сварщик арматурных петель, Сварщик концевых швеллеров, Сварщик замков, Сварщик стальных дверей, Сварщик стальных дверей с несколькими пистолетами, Даллас, Техас, Юго-Запад
Сварочные аппараты для производства полых металлических дверей
Сварщики дверей
Аппарат для проекционной сварки торцевого канала ECPW1209x4 (аналогично модели 858)
Устройство для сварки концевых каналов с тремя (3) трансформаторами и девятью (9) сварочными горелками возвратно-поступательного типа мощностью 120 кВА.Машина оснащена микропроцессорным управлением с каскадным обжигом и автоматическим выбором ширины. Также доступны другие конфигурации от 3–6 дюймов по центру до 48 дюймов в ширину. Устройство для точечной сварки торцевого канала ECSW1206x4 (аналогично модели 734)
Сварщик усиления петель DHRW1202A (аналогично модели 145)
Сварочные аппараты ребра жесткости двери
Сварочный аппарат дверных петель и ящиков для замков DHPW1AO060A (Аналогичен модели 658 и функционирует с 856)
Сварщик дверных петель DHPW2AO110R (аналогично модели 145/607)
Сварщик швов GMAW DESW120M
Станки для сварки рам
Сварщик усилителей петель FRW1x1202AH (аналогично модели 771)
Сварщик усиления петель FRW1A1202AH (аналогично модели 771)
Сварочный аппарат прижимной пластины FAW0852PP (аналогично модели 790
Сварщик шпилек и анкеров пола FAW0852AFA (аналогично модели 869)
Сварщик анкеров и отвесов (аналогично модели 871)
Прочие конструкции
В чем разница между ними?