Настольный токарный станок ТВ-4 отзывы, характеристики с фото, инструкция, видео
Настольный токарный станок ТВ-4 предназначен для занятий в школьных учебных мастерских по токарной обработке заготовок резанием. Это не тяжелый, полу-автоматический станок класса точности Н, применялся на уроках труда в школьных мастерских. ТВ-4 оставил след в истории советского станкостроения, как надежный токарный станок для школ.
Несмотря на свой достаточно солидный возраст, станок ТВ-4 все еще пользуется спросом среди домашних умельцев, что связано с его небольшими габаритами и хорошими функциональными возможностями. и низкой ценой вторичного рынка. К сожалению данный станок уже не выпускают. Ближайший отечественный аналог этого станка модель ТВ-9 и ТВ-7М, которые также представлены в нашем каталоге.
Школьный токарный станок ТВ-4 позволяет выполнять следующие виды токарных работ:
- проточку и расточку цилиндрических и конических поверхностей;
- подрезку торцов; отрезку;
- нарезание метрической резьбы;
- сверление и ряд других работ.


Конструкция основных узлов
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба:
Передняя тумба станка ТВ-4 выполнена П-образной формы с ребрами жесткости в верхней и нижней части. Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием.
Станина
Станина станка ТВ-4 коробчатой формы с окнами. Имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя для перемещения задней бабки. Станина установлена на две тумбы.
Передняя ТВ4 крепится в левой части станины.
Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
| Характеристика | Значение | |
|---|---|---|
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 200 |
| Наибольший диаметр точения над нижней частью суппорта | мм | 125 |
| Наибольший диаметр обрабатываемого прутка | мм | 15 |
| Расстояние между центрами | мм | 350 |
| Наибольшая длина обтачивания | мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | оборотов минуту | 120-710 |
| Пределы продольных подач | мм/минуту | 0,08-0,012 |
| Диаметр отверстия в шпинделе | мм | 16 |
| Мощность электродвигателя | кВт | 0,6 |
| Габариты станка (длина, ширина и высота) | мм | 1100 x 470 x 1020 |
| Масса ТВ-4 | кг | 280 |
Наименование характеристики | Ед. | Параметры |
Размеры обрабатываемых изделий | ||
Наибольший диаметр прутка | мм | 32 |
Над верхней частью суппорта | мм | 188 |
Над нижней частью суппорта | мм | нет |
Над станиной | мм | 320 |
В выемке | мм | нет |
Расстояние между центрами | мм | 710 |
Высота центров | мм | 170 |
Суппорт | ||
Число резцов, установленных в резцедержателе | шт | 4 |
Наибольшие размеры державки резца (ширина х высота) | мм | 12х20 |
Наибольшее перемещение суппорта |
|
|
От руки: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому валику: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому винту: |
|
|
Продольное | мм | 640 |
Поперечное | мм | нет |
Быстрое перемещение суппорта | м/мин | нет |
Цена одного деления лимба |
|
|
В продольном направлении | мм | 0,2 |
В поперечном направлении | мм | 0,02 |
Перемещение на один оборот лимба |
|
|
В продольном направлении | мм | 28 |
В поперечном направлении | мм | 3 |
Выключающие упоры |
| Есть |
Число суппортов: |
|
|
Передних | шт | 1 |
Задних |
| Нет |
Число резцевых головок в суппорте: |
|
|
Передних | шт | 1 |
Задних | шт | 1 |
Резцовые салазки | ||
Наибольший угол поворота | град | 360 |
Цена одного деления шкалы поворота | град | 1 |
Наибольшее перемещение | мм | 140 |
Цена одного деления лимба | мм | 0,020 |
Перемещение на один оборот лимба | мм | 3 |
Задняя бабка | ||
Конус пиноли |
| Морзе № 3 |
Наибольшее перемещение пиноли | мм | 100 |
Перемещение пиноли на одно деление шкалы | мм | 1 |
Поперечное смещение |
|
|
вперед | мм | 5 |
назад | мм | 5 |
Параметры нарезаемых резьб | ||
Метрическая: |
|
|
Повышенной точности | мм | 0,35…12 |
Нормальной точности | мм | 0,2…30 |
Дюймовая |
|
|
Повышенной точности | ниток на дюйм | 3…20 |
Нормальной точности | ниток на дюйм | 4…30 |
Модульная |
|
|
Повышенной точности | модуль | 0,3…6 |
Нормальной точности | модуль | 1,0…7,5 |
Питчевая |
|
|
Повышенной точности | питч | нет |
Нормальной точности | питч | 60…8 |
Для крутых резьб увеличение шагов восьмикратное | ||
Дополнительные данные | ||
Торможение шпинделя (противотоком) |
| есть |
Блокировка |
| есть |
Предварительная настройка числа оборотов муфты трения, шпинделя |
| нет |
Предохранение от перегрузки |
| есть |
Габариты и масса | ||
Габариты станка (длина, ширина, высота) | мм | 2190х930х1500 |
Вес станка | кг | 1650 |
Привод | ||
Электродвигатель главного движения |
| АОС 51/4 |
Число оборотов | об/мин | 1335 |
Мощность | кВт | 4,5 |
 измерения
измеренияУстройство токарного станка
С устройством токарно-винторезного станка мы познакомимся на примере двух моделей токарных станков: токарно-винторезный станок 16К-25 и токарно-винторезный станок 1И-611. На токарном станке можно выполнять различные работы (обработку резанием, нарезание резьбы, обработку торцевых поверхностей и другие).
На токарном станке можно выполнять различные работы (обработку резанием, нарезание резьбы, обработку торцевых поверхностей и другие).
Мы не зря остановились на этих моделях токарных станков, так как эти модели очень популярны и известны среди токарей. Конструкция токарно-винторезных станков 16К-25 и 1И-611 стала известна достаточно давно, а именно в 1983 году.
Стандартные токарные станки 16К-25 и 1И-611 могут модернизироваться с помощью специальных дополнений, которые создаются в зависимости от специфики эксплуатации токарного станка.
Технология обработки на токарном станке может совершенствоваться при помощи внедрения новых дополнений.
— Легкие токарные станки (до 1 тонны);
— Средние токарные станки (до 10 тонн);
— Тяжелые токарные станки (более 10 тонн).
Главным определяющим параметром токарного станка является высота его центров или расстояние от оси вращения шпинделя до верхней точки станины станка. Этот размер определяет наибольший диаметр деталей, обрабатываемый над станиной. Расстояние между центрами станка, также является определяющим параметром, от которого зависит наибольшая длина детали, которая может быть обработана на станке.
Основные узлы станка :
- Основание;
- Станина;
- Передняя бабка (шпиндельная бабка);
- Задняя бабка;
- Суппорт;
- Коробка подач.
Теперь более подробно изучим узлы токарного станка, рассмотрим устройство узлов токарного станка и назначение узлов токарного станка.
- Основание токарного станка (нижняя часть). У станков 16К-25 и 1И-611 основание выполняется единым. Конструкции других токарных станков могут иметь основание, которое состоит из двух или более массивных тумб.
 У станков 16К-25 и 1И-611 основание выполняется единым. Конструкции других токарных станков могут иметь основание, которое состоит из двух или более массивных тумб.
У станков 16К-25 и 1И-611 основание выполняется единым. Конструкции других токарных станков могут иметь основание, которое состоит из двух или более массивных тумб.В полостях основания токарного станка находятся главный двигатель, емкость, насосная система охлаждения. Как правило, в основании токарного станка монтируется электрооборудование. Но существуют токарные станки, в которых имеется специальный электро шкаф, где и располагается электрооборудование токарного станка. В средней части основания станка выполнена емкость (корыто), которое используется для накопления стружки и стекающих охлаждающих жидкостей из зоны обработки.
На плоскости основания токарного станка крепится станина, которая является главной деталью станка. С левой стороны станины выполнена плоскость для установки передней бабки. А справа проходят две пары опорно-направляющих поверхностей. Одна пара для направления продольного движения суппорта, другая пара для направления движения задней бабки. Каждая опорно направляющая пара состоит из одной направляющей призматического профиля и одной плоской направляющей. У станин прочих конструкций существуют и другие сочетания профилей направляющих. Обобщенно опорно направляющие поверхности называют «направляющие».
Одна пара для направления продольного движения суппорта, другая пара для направления движения задней бабки. Каждая опорно направляющая пара состоит из одной направляющей призматического профиля и одной плоской направляющей. У станин прочих конструкций существуют и другие сочетания профилей направляющих. Обобщенно опорно направляющие поверхности называют «направляющие».
Обе пары направляющих станины выполнены с высокой геометрической точностью и взаимопараллельностью. Рабочие поверхности направляющих станины поддаются поверхностной закалке. Конструкция некоторых токарных станков предусматривают защиту для направляющих станины.
С левой стороны станка на станине крепится передняя бабка токарного станка (шпиндельная бабка). Передняя бабка имеет шпиндель, который является очень важной деталью, о которой мы поговорим позже. Внутри передней бабки скомпонован механизм перемены передач (коробка скоростей).
Коробка скоростей токарного станка предназначена для передачи движения от главного двигателя станка к его шпинделю. Передача главного движения может осуществляться с различными крутящими моментами и возможностью ступенчатого изменения частоты оборотов шпинделя. Частота оборотов измеряется числом оборотов шпинделя за одну минуту. На этом токарном станке имеется механизм, который называется фрикционная муфта (фрикцион). Он позволяет управлять вращением шпинделя без остановок и реверса (изменения направления вращения) главного двигателя.
Передача главного движения может осуществляться с различными крутящими моментами и возможностью ступенчатого изменения частоты оборотов шпинделя. Частота оборотов измеряется числом оборотов шпинделя за одну минуту. На этом токарном станке имеется механизм, который называется фрикционная муфта (фрикцион). Он позволяет управлять вращением шпинделя без остановок и реверса (изменения направления вращения) главного двигателя.
Фрикционом, приводимым в действие одной из двух дублированных рукояток, запускается, изменяется и останавливается вращение шпинделя. Данный фрикцион механический и его ручной привод позволяет плавно раскручивать шпиндель, проворачивать его толчками в обоих направлениях, в отдельных случаях помогать торможению шпинделя. Фрикционы на различных станках бывают также с электромеханическими и гидравлическими приводами.
Для торможения шпинделя в передней бабке находится механический тормоз, приводимый в действие той же рукояткой, которой управляется фрикцион.
На токарных станках со значительной длиной станины ручка управления шпинделя дублируется ручкой закрепленной на суппорте. А на станках с небольшой длиной станины достаточно одной ручки.
Фрикциона на станке может и не быть вовсе, как например на этом более легком токарном станке, на котором реверсирование, пуск и остановка шпинделя происходит за счет изменения режимов работы главного двигателя. Во внутренней части передней бабки находится механизм ступенчатого изменения частот оборотов шпинделя, а кроме этого и часть механизма подачи.
Рукоятки, рычаги и переключатели токарного станка находятся на передней части передней бабки. Частоты оборотов можно изменять изменением положения рукояток на основании данной таблицы.
На этом станке механизм разделения частот разделен и находится в двух узлах. Ступенчатое переключение частот оборотов с малым шагом выполняется в коробке скоростей, находящейся в полости основания станка. Числа оборотов минуту появляются в окошке устройства при проворачивании колеса на нем. После выбора нужной частоты оборотов делается исполнения переключения на нее одним движением рычага, при этом главный двигатель останавливается и запускается вновь после выполнения переключения. Переключение на ступень пониженных частот оборотов осуществляется рычагом на передней бабке, который называется «перебор». Также в передней бабке находится часть механизма переключения подач.
Числа оборотов минуту появляются в окошке устройства при проворачивании колеса на нем. После выбора нужной частоты оборотов делается исполнения переключения на нее одним движением рычага, при этом главный двигатель останавливается и запускается вновь после выполнения переключения. Переключение на ступень пониженных частот оборотов осуществляется рычагом на передней бабке, который называется «перебор». Также в передней бабке находится часть механизма переключения подач.
Современные токарные станки имеют конструкцию, позволяющую производить бесступенчатое, то есть плавное переключение частот оборотов.
Шпиндель токарного станка это деталь передней бабки, и он представляет собой вал, сложной формы, со сквозным отверстием. Он вращается в специальных, высокоточных регулируемых подшипниках, находящихся в корпусе передней бабки. С передней стороны шпинделя находится установочный фланец на который крепится устройство для крепления деталей (например, трехкулачковый самоцентрирующийся патрон). Внутри шпинделя, с передней его стороны, выполнено коническое отверстие для установки в нем различных зажимных приспособлений в частности таких, как цанговый патрон.
Внутри шпинделя, с передней его стороны, выполнено коническое отверстие для установки в нем различных зажимных приспособлений в частности таких, как цанговый патрон.
Стандартные внутренние и наружные конусы (конусы Морзе)
В зависимости от размеров станка в их шпинделе выполняется и соответствующий их размеру номер конуса Морзе. Шпиндели токарного станка имеют внутри сквозное отверстие для возможности прохода в них пробковых материалов. Диаметр этого отверстия является важным технологическим параметров этого станка. Шпиндель токарно винторезных станков кинематически соединен с коробкой подач, то есть от него на коробку подач передается вращение. Передача вращательного движения от передней бабки к коробке подач происходит через механизм, который называется гитара.
Коробка подач токарного станка служит для передачи крутящего момента от механизма гитары к ходовым винту и валу с возможностью ступенчатого изменения частот их вращения. Таким образом происходит изменения величин подач или шагов резьб при их нарезке резцов. Переключения делаются определенными сочетаниями положения механических переключателей в соответствии с таблицей, которая должна присутствовать на каждом станке. Передача крутящего момента с заданной частотой вращения от коробки подач к суппорту происходит посредством ходового винта или ходового вала, переключение которых выполняется отдельной рукояткой.
Таким образом происходит изменения величин подач или шагов резьб при их нарезке резцов. Переключения делаются определенными сочетаниями положения механических переключателей в соответствии с таблицей, которая должна присутствовать на каждом станке. Передача крутящего момента с заданной частотой вращения от коробки подач к суппорту происходит посредством ходового винта или ходового вала, переключение которых выполняется отдельной рукояткой.
Суппорт токарного станка служит для поступательных перемещений в горизонтальной плоскости, установленного на нем инструмента. Продольное перемещение суппорта происходит за счет скольжения его каретки (продольных салазок) по направляющим станины. По поперечным направляющим на суппорте перемещаются поперечные салазки, обеспечивающие соответствующее движение инструмента. Сверху к корпусу поперечных салазок крепятся со своим фланцем верхние салазки (поворотные салазки). Они имеют возможность поворота относительно своей опоры под любым углом, что используется для обработки конических поверхностей. Передвижение верхних салазок на этих станках только ручное. На более тяжелых токарных станках перемещение салазок выполняется механическим способом. На верхних салазках устанавливается резцедержатель. В нашем случае они оба четырехпозиционные в которых можно крепить одновременно до четырех различных инструментов.
Передвижение верхних салазок на этих станках только ручное. На более тяжелых токарных станках перемещение салазок выполняется механическим способом. На верхних салазках устанавливается резцедержатель. В нашем случае они оба четырехпозиционные в которых можно крепить одновременно до четырех различных инструментов.
Резцы токарных станков и другой инструмент устанавливаются на опорные плоскости резцедержателя и прижимаются к ним сверху болтами. На этом станке резцедержатель имеет возможность поворота, вокруг совей оси. Точную фиксацию в каждом из четырех положений, а также может быть закреплен, в любом нефиксированном положении своего поворота. Повороты и закрепление резцедержателя в фиксированных положениях производятся простым вращательно возвратным движением рукоятки. Нижняя часть суппорта называется фартук, через который насквозь проходят ходовые винт и вал, передавая крутящий момент на механизм фартука. Снаружи фартука располагаются рукоятки и рычаги управления подачами, а именно включением, выключением и изменением направлений подачи. Управление подачами в продольном и поперечном направлении производится ручкой четырехпозиционного переключателя. На этом станке с относительно большими длинами перемещения салазок есть механизм ускоренной подачи, включаемый нажатием кнопки на ручке управления подачами. Преобразование вращательного движения механизмов подач в поступательно движение суппорта происходит за счет реечной передачи на продольном направлении его движения и винтовой передачи на поперечном направлении движения поперечных салазок. Соединение суппорта с ходовым винтом выполняется путем обхвата резьбы ходового винта маточной гайкой, находящейся в фартуке, и управляемой отдельной рычажной рукояткой. Кроме этого на станках есть предохранительные механизмы, предотвращающие критические нагрузки при механических подачах. Вместе с механическим приводом подач на всех салазках универсальных станков есть ручной привод подач. Вручную продольная подача приводится вращением маховика (штурвала). Маховик может быть с горизонтальной рукояткой или без нее.
Управление подачами в продольном и поперечном направлении производится ручкой четырехпозиционного переключателя. На этом станке с относительно большими длинами перемещения салазок есть механизм ускоренной подачи, включаемый нажатием кнопки на ручке управления подачами. Преобразование вращательного движения механизмов подач в поступательно движение суппорта происходит за счет реечной передачи на продольном направлении его движения и винтовой передачи на поперечном направлении движения поперечных салазок. Соединение суппорта с ходовым винтом выполняется путем обхвата резьбы ходового винта маточной гайкой, находящейся в фартуке, и управляемой отдельной рычажной рукояткой. Кроме этого на станках есть предохранительные механизмы, предотвращающие критические нагрузки при механических подачах. Вместе с механическим приводом подач на всех салазках универсальных станков есть ручной привод подач. Вручную продольная подача приводится вращением маховика (штурвала). Маховик может быть с горизонтальной рукояткой или без нее. Ручной привод поперечной подачи на этих станках выполнен в виде Т образной рукоятки с горизонтальной ручкой. На некоторых станках привод поперечной подачи может быть выполнен в виде круглого маховика с горизонтальной ручкой, однако Т-образная рукоятка значительно удобнее. Важными компонентами ручных приводов всех подач, показывающими величины их поступательного перемещения являются лимбы. Деления на поверхности лимбов или круговая шкала лимба позволяет производить мерные перемещения салазок на заданные расстояния с достаточной точностью, как при ручном приводе, так и при механическом. На всех лимбах указывается величина перемещения, которая сообщается салазкам при повороте шкалы лимба на одно деление. Эта взаимосвязь называется ценой деления, которая на разных лимбах может различаться.
Ручной привод поперечной подачи на этих станках выполнен в виде Т образной рукоятки с горизонтальной ручкой. На некоторых станках привод поперечной подачи может быть выполнен в виде круглого маховика с горизонтальной ручкой, однако Т-образная рукоятка значительно удобнее. Важными компонентами ручных приводов всех подач, показывающими величины их поступательного перемещения являются лимбы. Деления на поверхности лимбов или круговая шкала лимба позволяет производить мерные перемещения салазок на заданные расстояния с достаточной точностью, как при ручном приводе, так и при механическом. На всех лимбах указывается величина перемещения, которая сообщается салазкам при повороте шкалы лимба на одно деление. Эта взаимосвязь называется ценой деления, которая на разных лимбах может различаться.
Задняя бабка базируется на станине станка, на ней есть салазки, на которых она может продольно передвигаться по направляющим станины и крепится на ней в любой нужной точке посредством рычажной рукоятки. Усилия фиксации задней бабки рычагов может регулироваться, а также может быть дополнено зажимом гайкой. Задняя бабка с закрепленными в ней приспособлениями служит второй опорой при обработке изделий со значительной длиной, а также предназначена для самостоятельной обработки, закрепляемыми в ней различными инструментами. Инструмент или приспособление крепится в конус выдвижной части задней бабки, называемой «пиноль». Размер конуса Морзе в пиноли может быть разным. В отличии от конуса Морзе в шпинделе во внутренней части конического отверстия пиноли есть замок, который удерживает инструмент от проворота за его лапу. Оси пиноли конусов Морзе и шпинделя находятся на одной высоте направляющей напротив станины вне зависимости от положения задней бабки. Ось пиноли может перемещаться в горизонтальной плоскости относительно оси шпинделя в небольшом диапазоне, что технологически необходимо. Это перемещение выполняется при помощи двух винтов, которые двигают корпус задней бабки относительно ее опорной плиты.
Усилия фиксации задней бабки рычагов может регулироваться, а также может быть дополнено зажимом гайкой. Задняя бабка с закрепленными в ней приспособлениями служит второй опорой при обработке изделий со значительной длиной, а также предназначена для самостоятельной обработки, закрепляемыми в ней различными инструментами. Инструмент или приспособление крепится в конус выдвижной части задней бабки, называемой «пиноль». Размер конуса Морзе в пиноли может быть разным. В отличии от конуса Морзе в шпинделе во внутренней части конического отверстия пиноли есть замок, который удерживает инструмент от проворота за его лапу. Оси пиноли конусов Морзе и шпинделя находятся на одной высоте направляющей напротив станины вне зависимости от положения задней бабки. Ось пиноли может перемещаться в горизонтальной плоскости относительно оси шпинделя в небольшом диапазоне, что технологически необходимо. Это перемещение выполняется при помощи двух винтов, которые двигают корпус задней бабки относительно ее опорной плиты.
Подача инструмента закрепленного в пиноли задней бабкипроизводится вручную при помощи винтовой передачи выдвигающей пиноль. Пиноль может стопориться в любом положении рычагом зажима. На маховике привода пиноли имеется лимб для отсчета ее линейных перемещений.
На этом станке задняя бабка достаточно тяжелая и для облегчения ее перемещения по станине используется пневматическая подушка, приподнимающая заднюю бабку над станиной за счет подаваемого между салазками задней бабки и станины сжатого воздуха. Подача сжатого воздуха включается при нейтральном положении зажимного рычага и отключается при зажиме. На современных станках смазка закрытых механизмов осуществляется автоматически. На станках устанавливаются индикаторы централизованной подачи смазки. На этом станке на нормальную работу системы централизованной смазки указывает вращающийся ротор в контрольном окошке, а на этом станке об подаче смазки свидетельствует падение капель, видимые через контрольное окошко.
Основные компоненты электрооборудования токарного станка находятся в полости или в отдельном электро шкафу. Общее включение или выключение электропитания на всех станках производится главным автоматическим рубильником или главным выключателем. Органы управления электрооборудованием токарного станка выведены наружу, некоторые из которых подведены к удобным для пользования точкам.
Открытые кабельные соединения между всеми электроприборами защищены от механических и термических воздействий гибкими металлическими рукавами. Управление главным двигателем токарных станков осуществляется по-разному. В одних конструкциях, имеющих фрикцион кнопками пуск и стоп. Управление главным двигателем в токарных станках, не имеющих фрикциона, осуществляется трехпозиционным рычагом. Позиции трехпозиционного рычага управления главного двигателя токарного станка: нейтральное положение, вперед, запуск прямых оборотов, запуск обратных оборотов.
Все токарные станки без исключения оборудованы местным низко вольтовым освещением. Напряжение местного освещение токарного станка может быть 12В, 24В, 36В, такое которое не опасно для токаря, так как 220В. Светильники местного освещения имеют защитный металлический плафон. Направление света может регулироваться. Запуск системы охлаждения токарного станка заключается во включении электро гидронасоса, подающего охлаждающую жидкость по магистрали. Как правило, насосы устанавливаются в полостях станка, что предохраняет их от внешних повреждений. На токарных станках предусмотрены такие защитные приспособления, как откидной кожух зажимного устройства на шпинделе и откидной щиток на суппорте.
Напряжение местного освещение токарного станка может быть 12В, 24В, 36В, такое которое не опасно для токаря, так как 220В. Светильники местного освещения имеют защитный металлический плафон. Направление света может регулироваться. Запуск системы охлаждения токарного станка заключается во включении электро гидронасоса, подающего охлаждающую жидкость по магистрали. Как правило, насосы устанавливаются в полостях станка, что предохраняет их от внешних повреждений. На токарных станках предусмотрены такие защитные приспособления, как откидной кожух зажимного устройства на шпинделе и откидной щиток на суппорте.
Защитные элементы токарного станка предназначены для защиты токаря от разлетающихся под воздействием центробежных сил стружки и охлаждающей жидкости. На этом можно считать знакомство с принципиальным устройством классического токарного станка законченным.
Станок токарно-винторезный ТВ-7М | ЗАО КомТех — малогабаритное станочное оборудование
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку в течение длительного срока эксплуатации.
Важная особенность станка ТВ-7М — экономичность и низкий уровень эксплуатационных расходов.
Технические характеристики:
| Наибольший диаметр заготовки, устанавливаемый: — над станиной, мм — над суппортом, мм | 220 100 |
| Наибольшая длина обрабатываемого изделия, мм | 275 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 250 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 |
| Центр в шпинделе, Морзе | 3 |
| Значение шага обрабатываемых метрических резьб, мм | 0,8; 1.0; 1.25; 1.5; 2.0; 2,5 |
| Число ступеней частот вращения шпинделя | 6 |
| Пределы частот вращения шпинделя, мин-1 об/мин | 60/105/185/315/555/975 |
| Электродвигатель, кВт/В | 0,75/380 |
| Значение продольных рабочих подач суппорта, мм/об | 0,1 ÷ 0,32 |
| Перемещение на одно деление лимба, мм — продольное — поперечное | 0,25 0,025 |
| Центр пиноли в задней бабке Морзе | 2 |
| Значение продольных рабочих подач суппорта, мм | — 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Наибольшее сечение державки резца, мм ширина высота | 16 16 |
| Центр пиноли в задней бабки, Морзе | 2 |
| Габаритные размеры станка, мм, не более | 1144х585х735 |
| Масса станка, кг, не более | 210±5% |
Токарные резцы по металлу — определение, классификация, по металлу, для токарного станка
Резец — вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
Классификация резцов
— Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы. В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
— Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической
заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм.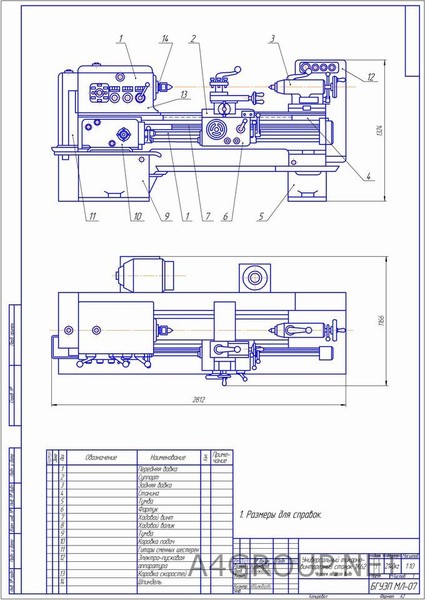 Реже всего пользуются инструментами с державками 40х25 мм.
Реже всего пользуются инструментами с державками 40х25 мм.
— Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий выпускаются в пяти разных размерах, в зависимости от способа работы.
— Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
— Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно
под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
— Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки, то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.
— Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла для внутренней металлообработки сечение сделано в виде квадрата. Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой».
— Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали
есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
У рабочей части детали
есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
— Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски, можно обрабатывать изделия под различными углами. Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия, контурную обточку и другие тонкие токарные работы. В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
— Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам
процесс работы с изделиями из металла становится чистым и точным.
— Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку. У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности, прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная). Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней точке пересечения – вершине металлорежущего инструмента.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали. Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге.
Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты.
Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге.
Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты.
Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают
обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол. Второй шаг – это обтачивание тыльной
плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса. Когда задняя
часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием.
Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи. Чтобы оформить сложную деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым. Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чертеж токарного резца
ГОСТы
ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 18868-73: Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18877-73: Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
ГОСТ 18882-73: Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
ГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
Токарный станок с ЧПУ c наклонной станиной МТ-52 Серии МТ
ЗОНА ОБРАБОТКИ| Наибольший диаметр заготовки, устанавливаемой над станиной | 500 | мм |
| Наибольший диаметр заготовки, обрабатываемой над станиной | 210 | мм |
| Длина обрабатываемой заготовки | 460 | мм |
| Угол наклона станины | 30 | град |
| Максимальная частота вращения шпинделя | 5000 | об/мин |
| Мощность главного двигателя | 11/15 | кВт |
| Диаметр гидравлического патрона | 210 | мм |
| Диаметр отверстия в шпинделе, под пруток | 52 | мм |
| Перемещение по оси X | 215 | мм |
| Перемещение по оси Z | 520 | мм |
| Ускоренное перемещение по оси X | 30 | м/мин |
| Ускоренное перемещение по оси Z | 30 |
м/мин |
| Количество позиций револьверной головки | 12 или 8 | шт |
| Сечение резца | 25х25, Ø32 | мм |
| Количество позиций револьверной головки | 8/12 | шт |
| Крепление инструмента | VDI40/VDI30 | |
| Мощность приводного инструмента | 3,7 | кВт |
| Максимальная скорость вращения приводного инструмента | 4000 | об/мин |
| Перемещение пиноли задней бабки | 50 | мм |
| Диаметр пиноли задней бабки | 65 | мм |
|
Конус пиноли задней бабки |
Морзе 4 |
| Емкость бака для охлаждающей жидкости | 140 | л |
| Максимальный расход охлаждающей жидкости | 55 | л/мин |
| Емкость масляного бака для смазки | 2 | л |
| Максимальный расход масла | 0,13 | л/мин |
| Потребление электроэнергии | 30 | кВт |
| Точность позиционирования | ±0,005 | мм |
| Повторяемость | 0,005 | мм |
| Масса | 3200 | кг |
| Габариты (ДхШхВ) | 2500x1820x1680 | мм |
Общая характеристика токарно-винторезного станка 16К20
Общая характеристика токарно-винторезного станка 16К20
Категория:
Токарное дело
Общая характеристика токарно-винторезного станка 16К20
Токарно-винторезный станок 16К20, выпускаемый московским заводом «Красный пролетарий» им. Ефремова, предназначен для выполнения различных токарных и резьбонарезных работ, скоростного резания «сырых», закаленных, а также труднообрабатываемых материалов (нержавеющих и жаропрочных сталей) в условиях единичного и серийного производства.
Техническая характеристика токарно-винто-резного станка 16К20
Наибольший диаметр обрабатываемой заготовки мм;
над станиной…….400
над поперечными салазками суппорта……..220
Расстояние между центрами (РМЦ) 710,1000 1400, 2000
Число частот вращения шпинделя 24-(22 различные значения)
Пределы частот вращения шпинделя, об/мин…….12,5-1600
Пределы подач, мм / об:
продольных…….0,05—2,8
поперечных…………..0,025—1,4
Шаги нарезаемых резьб:
метрической, мм……0,5—112
дюймовой, число ниток на 1” 56—0,5
Мощность электродвигателя главного привода, кВт……7,5; 10
Габаритные размеры станка, мм: 2470, 2760
длина………………..3160,3760
высота………1470
ширина…..1195
Масса станка (РМЦ 1000 мм), кг…3000
Станок обеспечивает наиболее полное использование стойкостных возможностей инструментов, оснащенных твердым сплавом, минеральной керамикой, алмазом или эльбором. Общий вид станка показан на рис. 1. Жесткая (жесткость в 1,5 раза более, чем у станка 1К62) коробчатой формы станина с закаленными шлифованными направляющими установлена на монолитном основании, одновременно служащем стружкосборником и резервуаром для охлаждающей жидкости. Направляющие станины, а также ходовой винт и ходовой вал защищены от попадания мелкой стружки и пыли щитками. Фартук оснащен механизмом отключения подачи, который позволяет вести обработку по упорам при продольном и поперечном точении.
Новое конструктивное исполнение механизма индексации четырехпозиционного резцедержателя обеспечивает высокую точность фиксации и виброустойчивость.
Задняя бабка станка установлена на аэростатической опоре (воздушной подушке), что значительно снизило удельное давление при ее перемещении и износ направляющих станины. Для перемещения задней бабки при включенном аэростатическом устройстве требуется небольшое усилие.
На основе станка 16К20, как базовой модели, выпускается ряд модификаций: станок 16К20Г с выемкой в станине для обтачивания заготовок диаметром до 600 мм на длине 295 мм от торца фланца шпинделя; 16К25 — облегченного типа для обработки заготовок диаметром до 500 мм над направляющими станины; 16К20П — повышенного класса точности для инструментального производства, оснащенный механизмом автоматической подачи верхних салазок суппорта; 16К20ФЗ—с числовым программным управлением.
На модель 16К20 перенесены все лучшие качества системы управления станка 1К62: управление всеми рабочими и вспомогательными операциями централизовано, все рукоятки размещены удобно для токаря, рабочими и ускоренными перемещениями суппорта (продольными и поперечными) управляют одной рукояткой.
1. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 16К20
Реклама:
Читать далее:
Механизмы станка
Статьи по теме:
Руководство по покупке токарного станка
Если вам нужен токарный станок, то вы, вероятно, уже знакомы с основами того, что такое токарный станок, для чего он нужен, а также с различными вариантами его использования как профессионалами, так и любителями. Но если вы не разбираетесь в токарных станках, отдыхайте спокойно! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к более подробным инструкциям по выбору токарного станка для конкретного проекта.
Токарные станки в своей самой ранней форме были станками с ручным управлением и двумя людьми.Конечно, эта ранняя форма возникла более трех тысячелетий назад в Древнем Египте, поэтому по понятным причинам все было немного более старомодным.
Даже первые токарные станки обладали ключевой особенностью всех токарных станков с тех пор и до наших дней; В отличие от других станков, в токарном станке обрабатываемый или формируемый предмет («заготовка») — это вещь, которая вращается, а не режущий инструмент. Токарный станок — это реверс сверла; Вместо вращающегося режущего инструмента, врезающегося в окружающий кусок дерева или металла, вращающийся кусок металла имеет форму неподвижной режущей головки.
Благодаря конструкции токарного станка формование детали на токарном станке известно как «токарная обработка» детали. На токарном станке можно обрабатывать практически любой материал, но чаще всего используются металл и дерево.
Развитие токарного станка
Токарные станки изначально были довольно примитивными инструментами, но во время промышленной революции сделали огромный скачок вперед. Паровые двигатели предоставили более мощные токарные станки; электричество будет способствовать дальнейшему развитию токарных станков. В 1950-х годах серводвигатели добавили элементы управления в процесс токарной обработки, а современные токарные станки полностью интегрированы с числовым программным управлением (ЧПУ), что позволяет полностью автоматизировать их.
Попутно мастера изучали, что можно сделать с помощью токарного станка. Токарные станки позволяют снимать материал для создания округлых форм; все, от металлических стержней до деревянных ножек стульев, можно сформовать из нестандартных деталей на токарном станке. Сегодня вы найдете токарные станки повсюду, от мастерских по обработке древесины до современных заводских цехов, которые служат для разных целей, но работают по одному и тому же принципу; прядильная заготовка со стационарной режущей головкой.
Назначение вашего нового токарного станка
Если вы собираетесь купить токарный станок, вам сначала нужно изобразить основной проект или проекты, для которых вы будете использовать токарный станок.Имея в виду проект, вот несколько вопросов, которые помогут вам выбрать токарный станок.
- Вы пилите в основном изделия из дерева или это токарный станок по металлу?
- Будет ли это личная мастерская или современный штамповочный цех?
- Вам нужна полная автоматизация или лучше простая машина?
Эти факторы влияют на сложность токарного станка, который вам понадобится. Полностью оборудованный ЧПУ токарный станок, способный обрабатывать детали промышленного размера по четырем осям, с несколькими головками для токарной обработки, сверления и резки, сильно отличается от простого двухосевого токарного станка для токарной обработки мебели.
Компоненты
Когда дело доходит до деталей, которые вы вставляете в токарный станок, есть еще несколько факторов. Основные компоненты токарного станка обычно состоят из следующих частей:
- Передняя бабка со шпинделем
- Патрон (для удержания заготовки)
- Станина токарного станка
- Каретка и поперечные суппорты
- Инструментальная револьверная головка
- Задняя бабка
Технические характеристики, которые вам понадобятся для этих компонентов, определяются общим назначением назначение вашего токарного станка и размеры деталей, над которыми вы будете работать.
Передняя бабка со шпинделем — Расположенная с левой стороны токарного станка передняя бабка удерживает шпиндель на месте, обычно с подшипниками. Обычно с двигателем и шкивом передняя бабка также обеспечивает мощность для вращения шпинделя и детали. Размер шпинделя варьируется, обычно от ½ дюйма до 1 ½ дюйма в диаметре.
Размер шпинделя определяет размер заготовки, которую вы можете повернуть на токарном станке. Однодюймовый шпиндель может быть достаточным для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто понадобится шпиндель диаметром не менее четверти дюйма.
Другие соображения относительно передней бабки и шпинделя, о которых следует знать: позволяет ли передняя бабка вылетать наружу? В то время как детали предназначены для установки между передней и задней бабками, над станиной токарного станка, внешний вид позволяет устанавливать деталь вдали от тела детали.
Это значительно увеличивает диаметр обрабатываемых деталей. Это не идеальное решение; есть веские причины, по которым детали обычно устанавливаются над станиной токарного станка, где расположена револьверная головка, а задняя бабка помогает поддерживать заготовку.В любом случае, когда вы покупаете токарный станок, учитывайте размер передней бабки и шпинделя, а также различные положения, которые она допускает. Некоторые подковы можно поворачивать, что упрощает их перемещение.
Патрон — Патрон представляет собой специальный зажим для удержания цилиндра. Патрон удерживает заготовку, и большинство токарных станков могут закрепить заготовки от 5 до 66 дюймов. Многие патроны также имеют сквозное отверстие, позволяющее длинным деталям проходить через патрон и выходить за токарный станок.Используйте тот же процесс принятия решения с патроном, что и с передней бабкой; какой размер вам нужен в зависимости от того, над чем вы, вероятно, будете работать?
Обратите внимание, что есть дополнительные опции с патронами; большинство патронов имеют кулачки, которые представляют собой подвижные части, затянутые или ослабленные, чтобы соответствовать заготовке. Типичное расположение кулачков — три или четыре кулачка на каждом патроне, но в некоторых патронах их намного больше. Зажимы можно сжимать или перемещать независимо друг от друга, чтобы удерживать предметы неправильной формы.
Станина токарного станка — Станина токарного станка — более простое решение.Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида говорят сами за себя, и у каждого из них есть свои сторонники. Для меньших токарных станков (и, соответственно, меньших заготовок) это редко имеет большое значение для производительности токарного станка.
На больших токарных станках, ориентированных на промышленное производство, станины также могут быть закруглены, а токарные станки с наклонной станиной все чаще используются на полностью автоматизированных токарных станках с ЧПУ в промышленных приложениях.
Задняя бабка — На многих новых токарных станках задняя бабка является дополнительной функцией.Его назначение простое — он удерживает дальний конец заготовки. Хотя для небольших деталей задняя бабка может не понадобиться, для более крупных деталей задняя бабка имеет решающее значение. Использование задней бабки снижает изгиб заготовки; слишком большой прогиб может привести к нежелательной деформации или искривлению готовой детали. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала будет разумным выбором.
Каретка, поперечные суппорты и револьверная головка — это «рабочие части» токарного станка.Каретка представляет собой набор стержней, часто двух или трех, идущих по длине токарного станка. Поперечный суппорт опирается на лафет и удерживает башню. В револьверной головке, в свою очередь, размещены различные режущие и расточные инструменты, которые используются на детали.
Хотя это звучит сложно, сейчас именно каретка и поперечные суппорты определяют количество осей, по которым может перемещаться ваш токарный станок, будь то две, три или четыре. Размер турели и количество голов, которые она может удерживать, определяется размером части, которую вы хотите повернуть.Для более крупных заготовок требуются большие режущие головки, которые, в свою очередь, требуют больших револьверных головок.
Дополнительные сведения
Размер — В США вы найдете токарные станки, обозначенные как «8 дюймов на 24 дюйма». токарные станки. Последнее число относится к расстоянию между центрами (то есть между передней бабкой и задней бабкой) или самому длинному куску материала, с которым может работать токарный станок. Первое число в США относится к максимальному диаметру заготовки, который может быть выше станины токарного станка.Это также известно как «качели» токарного станка.
В Великобритании первое число выражается иначе; как мера между центром патрона, теоретически центром любой заготовки, и ближайшей точкой станины токарного станка. Таким образом, токарный станок 8 на 24 в США будет токарным станком 4 на 24 в Великобритании.
Большинство любителей и мастеров, работающих с небольшими деталями, обнаружат, что токарный станок 3 x 15 дюймов обычно настолько мал, насколько должен быть, а примерно вдвое больше, 6 x 30 дюймов, образует верхнюю часть того, что может быть на домашнем токарном станке. быть.
Вес — Имейте в виду, что, как и многие другие машины, токарные станки могут быть довольно тяжелыми. Указанный размер — это не размер самого токарного станка, а размер обрабатываемой детали; токарный станок будет значительно больше. Токарный станок 3 x 15 дюймов может легко весить более 30 кг; токарный станок вдвое большего размера будет весить намного больше, и для его перемещения потребуется подъемник двигателя или небольшой кран.
Мощность — Одна из последних вещей, которые вам нужно учитывать при покупке нового токарного станка, — это двигатель.В то время как некоторые токарные станки работают на одной скорости, у многих будет несколько настроек скорости. Также необходимо учитывать крутящий момент.
Для резки больших деталей вашему токарному станку потребуется нечто большее, чем просто высокая частота вращения; ему потребуется мощность, чтобы тяжелая деталь вращалась и резала плавно. Рекламодатели могут с гордостью объявлять максимальную скорость вращения своих токарных станков; но минимум оборотов в минуту могут быть даже более важными для таких операций, как нарезание шурупов.
Ось — Токарные станки имеют как минимум две оси движения: ось X (вперед / назад по поперечному суппорту) и Y (перпендикулярно оси X).Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Итак, ось X может иметь дополнительную ось движения A, которая является вращательной вдоль оси X.
Это может показаться запутанным; Достаточно сказать, что чем больше осей движения у токарного станка, тем он, вероятно, будет более сложным, дорогим и промышленным.
Покупка токарного станка — довольно сложный процесс, но вам очень поможет, если вы будете помнить о проекте, когда будете делать покупки.Для чего собираетесь использовать токарный станок? Если этот проект станет определяющим фактором, станет очевидной необходимая сложность токарного станка и любые ограничения по размеру или весу. Вы сможете принять гораздо более обоснованное решение, если будете уделять первоочередное внимание потребностям своего проекта.
| Фартук | Передняя часть каретки в сборе, на которой установлена каретка маховик установлен |
| Кровать | Основная опорная отливка длина токарного станка |
| Между Центры | 1.Способ удержания заготовки путем установки ее между центром.
в шпинделе передней бабки и центр в
шпиндель задней бабки (см. Центр). В
заготовку захватывает и ведет собака. 2. Размер, представляющий максимальную длину заготовки. которые можно повернуть между центрами. Токарный станок 7×10 имеет расстояние между центрами 10 дюймов; токарный станок 7×12 расстояние между центрами составляет 12 дюймов. Так как, как правило, чем больше, тем лучше, производители токарных станков иногда завысить это число. |
| Насадка | Заточенный режущий инструмент, например сверло или токарное сверло, используемое для удаления металла или другого материала с заготовки |
| Карбид | Чрезвычайно твердый, жаро- и износостойкий материал, используемый для изготовления режущего инструмента. Что касается станков, обычно относится к карбиду вольфрама. Хотя он очень твердый, он хрупкий и подвержен сколам при ударе. |
| Каретка | Узел, перемещающий резцедержатель и режущий инструмент по путям |
| Маховик каретки | Колесо с ручкой для перемещения каретка вручную при помощи реечной передачи |
| Замок каретки | А механизм фиксации каретки в направляющих, чтобы седло не двигалось по ходу способы при облицовочных операциях.Стандартная функция на большинстве больших токарные станки, но не на мини-токарном станке. А вот добавить легко. |
| Отливка | Металлический компонент, сформированный в определенной формы путем заливки расплавленного металла в полую форму желаемой формы. После металл остывает и застывает, из формы удаляется фасонная отливка и излишки металла, известный как перепрошивка, удаляется. Форма обычно изготавливается из специальной смеси песок и связующий агент и разделен на две половины, которые разделены для удаления закончил литье.Также может относиться к процессу изготовления отливки. Кастинг процесс используется для изготовления большинства крупных металлических деталей станков. В необработанные литые детали обрабатываются станками для формирования прецизионных сопрягаемых поверхностей, таких как как способы токарного станка или стола фрезерного станка. |
| Центр | Прецизионно отшлифованный конический цилиндр
с 60-заостренным наконечником и стержнем с конусом Морзе.Проводится в
Задняя бабка токарного станка для поддержки конца длинной заготовки. Может также использоваться в передней бабке.
шпиндель для поддержки работы между центрами на обоих концах. Также
процесс позиционирования заготовки точно в соответствии с дрелью или фрезой. Живой центр — это центр с интегральной подшипники для уменьшения трения; мертвая точка не имеет подшипников, поэтому наконечник необходимо держать смазанным, чтобы не допустить перегрева центра и заготовки из-за трение. глагол: для точного позиционирования заготовки так, чтобы центр детали или центр элемента, такого как отверстие, концентричны с осевая линия токарного станка или шпиндель фрезерного станка. Также может применяться для центрирования поворотного стол или другое удерживающее устройство, концентричное шпинделю фрезерного станка. |
| Центровочное сверло | 1. Короткая, короткая дрель, используемая для
сформировать пилотное отверстие для сверления и неглубокое отверстие с потайной головкой
для установки конца заготовки по центру. 2. В процесс сверления заготовки центрирующим сверлом |
| Средняя линия | Воображаемая линия, идущая от центр шпинделя через центр ползуна задней бабки, представляющий центральную ось токарного станка вокруг вращается работа. |
| Патрон | Зажимное устройство для удержания работ в токарном станке или для удержания сверла в задней бабке.Сверлильные патроны иногда называют Jacobs Chucks — бренд, который популяризировал этот стиль патронов. |
| Соединение | Подвижная платформа, на которой крепится стойка для инструментов; можно установить под углом к заготовке. Также известен как соединение слайд и составной упор. |
| Соединение Маховик | Колесо с ручкой для перемещения соединение скользит внутрь и наружу.Также известен как комбикорм. |
| Цековка | 1. Просверлить неглубокую плоскодонную
отверстие немного больше и концентрично с ранее просверленным отверстием, чтобы позволить головке
винта, который должен быть погружен под поверхность заготовки. Специальный инструмент для расточки
или концевую фрезу просверливают так, чтобы дно было ровным. 2. Отверстие, просверленное этим способом. |
| Зенковка | 1.Чтобы сформировать неглубокий конусообразный
отверстие, окружающее просверленное отверстие меньшего диаметра. Зенковка часто используется, чтобы
головка винта с плоской головкой будет на одном уровне или немного ниже поверхности, на которой
винт уже используется. 2. Режущий инструмент, похожий на сверло, с коническим наконечником, используемый для резки отверстие зенковки. Часто сочетается с коротким наконечником сверла в качестве комбинированного сверла. и зенковка », или по центру сверлить. |
| Поперечная подача | Маховик или кривошип, который перемещает поперечное скольжение поворотом винта. Также действие перемещения поперечного салазок с помощью крестовины маховик подачи. |
| Поперечный суппорт | Платформа, перемещающаяся перпендикулярно к оси токарного станка под управлением поперечно-суппорта |
| Маховик с поперечным смещением | Колесо с ручкой для перемещения поперечное скольжение внутрь и наружу.Также известен как поперечная подача. |
| Резка Инструмент | Инструмент, который выполняет резку, или удаление металла или другого материала. Может относиться к любому типу режущего инструмента, например, сверлу, развертка или токарный бит. Токарный станок долото обычно имеет квадратное поперечное сечение с заостренным концом на одном конце. Это сделано из очень твердого и жаропрочного материала, такого как быстрорежущая сталь или карбид. |
| Мертвый Центр | Токарный центр изготовлен из цельного куска стали без подшипников, обычно используется для поддержки задней бабки конец относительно длинной, гибкой заготовки. Поскольку подшипников нет, наконечник должен быть хорошо смазан, чтобы предотвратить нагревание из-за трения. См. Также: Live Center. |
| Собака | Также известен как Lathe Dog или Dogleg.Адаптер L-образной формы, обычно из чугуна, с отверстием для заготовку и стопорный винт для фиксации заготовки. Используется для зажима заготовки и приложите к нему вращающую силу, пока заготовка устанавливается между центрируется вместе с лицевой панелью. Собака вступает в бой в лицевой панели, чтобы приложить усилие к заготовке. Используется вместо патрона, особенно в работах до 1940-х годов и / или когда конус сокращается путем смещения задней бабки. |
| ласточкин хвост или слайд «ласточкин хвост» | Скользящая поверхность между двумя точно согласованные компоненты на станке, таком как поперечный суппорт токарного станка.Ласточкин хвост гарантирует, что два компонента могут двигаться в точном линейном движении с очень небольшим из стороны в сторону. Назван так потому, что на виде с конца он похож на форму голубиный хвост. Также распространенный тип соединения, используемый в деревообработке и названный так по та же самая причина. |
| Лицевая панель | Металлическая пластина с плоской гранью, которая устанавливается на шпиндель токарного станка для удержания деталей нестандартной формы. |
| Облицовка | Токарный станок, при котором металл снимается с конца заготовки для создания гладкого перпендикулярная поверхность или лицо. Режущий инструмент перемещают поперек путём поворота маховик с поперечным смещением, также известный как поперечная подача. |
| Ствол | Отрезок из стали или латуни с ромбовидное поперечное сечение, которое входит в зацепление с одной стороной ласточкиного хвоста и может быть отрегулирован с помощью винтов, чтобы компенсировать любое провисание ползуна «ласточкин хвост».Привыкший отрегулируйте ласточкин хвост для оптимальной герметичности и компенсации износа. |
| Полугайка или полугайка | Гайка, состоящая из двух половинок, которые зажим вокруг ходового винта под управлением рычага с половинной гайкой для перемещения каретки под действием усилия, приводимого ходовой винт. Полугайка обычно имеет длину 6-10 полных ниток для распределения движущей силы. на большей площади. |
| Рычаг полугайки | Рычаг для фиксации каретки с ходовой винт для перемещения каретки под действием усилия |
| Маховик | Колесо, повернутое вручную для перемещения компонент токарного или другого станка.Часто ручка выходит из лицевая сторона. Рукоятка облегчает быстрое вращение маховика. |
| Высота потолка | Расстояние между кончиками шпиндель (или патрон) и стол на фрезерном станке или сверлильном станке. |
| Передняя бабка | Основная отливка смонтирована на левый конец станины, в котором установлен шпиндель.Вмещает изменение скорости шпинделя шестерни. |
| Быстрорежущая сталь (HSS) | Стальной сплав, используемый для резки инструменты, такие как токарные биты и сверла. HSS обладает высокой устойчивостью к потере твердости из-за нагрева от трения. Заготовка из быстрорежущей стали (HSS) используется для обработки долот токарного станка. измельчить до нужной формы на скамейке-болгарке. |
| Прерывистый рез | Операция резания на токарном станке или фреза, в которой поверхность, по которой движется режущий инструмент, имеет зазоры или отверстия.В режущее действие инструмента, таким образом, «прерывается» каждый раз, когда он проходит через такую открытие. Из-за вибрации, вызванной этим процессом, необходимо проявлять особую осторожность. убедитесь, что режущий инструмент и заготовка надежно закреплены и не работать свободно. На фрезерном станке головка должна быть надежно зафиксирована на месте, чтобы она не скользит. |
| Патрон Джейкобса | Стандартный сверлильный патрон, который использует внешнее кольцо с зубчатой передачей вместе с ключом патрона, который входит в зацепление с зубчатым кольцом для удержания сверло очень плотно.До появления патронов «без ключа» эти повсеместно использовались на ручных перфораторах и сверлильных станках. Jacobs — торговая марка торговая марка, которая часто используется в качестве общего названия патронов этого стиля. |
| Джейкобс Конус | Один из нескольких промышленных стандартов спецификации для конических хвостовиков инструмента. Конические валы на инструментах входят в паз согласование конуса в токарном станке, сверлильном станке, шпинделе фрезерного станка или на поворотном столе или аналогичных инструментах.Конусы подвергаются прецизионной обработке и при правильном соединении и свободный от масла и песка, держите инструмент плотно и концентрично относительно шпинделя станка. После совмещения инструменты, удерживаемые конусом, необходимо извлечь, высвободив их, забив мягкую вал с задней стороны инструмента, используя молоток или винт для приложения силы. |
| Ходовой винт | Прецизионный винт, длина кровати. Используется для управления каретой под властью для поворота и нарезание резьбы.Меньшие ходовые винты используются в поперечном суппорте и соединении для перемещения этих частей в точном количестве. Промышленные токарные станки имеют отдельный привод для подачи питания и Зарезервируйте ходовой винт для нарезания винта, чтобы уменьшить ненужный износ ходового винта. |
| Живая Центр | Токарный центр со встроенными шарикоподшипниками, которые позволяют наконечнику поворачиваться независимо от конического конца. уменьшить трение при использовании центра для поддержки конца заготовки.См. «Мертвая точка». |
| длинный Конус | Конус, срез
на токарном станке, который обычно слишком длинный, чтобы резать путем смещения компаунда.
На многих токарных станках задняя бабка состоит из двух компонентов, верхняя часть которых может
быть смещенным относительно средней линии токарного станка. Заготовка просверливается по центру
на обоих концах и поддерживается между центрами с помощью упора для перемещения заготовки. Задняя бабка смещена к
желаемый угол конуса.По мере движения каретки по траекториям режущий инструмент остается
параллельно центральной линии токарного станка, но заготовка разрезается по конусу, потому что она
компенсировать. Токарные станки промышленного класса иногда имеют коническую насадку, позволяющую резать длинные конусность без смещения задней бабки. По мере движения каретки по траекториям конус насадка перемещает поперечные салазки внутрь и наружу с постоянной скоростью, что приводит к сужающемуся сечению. |
| Станок Инструмент | Станок, например токарный, дрель пресс или фрезерный станок, предназначенный для формовки и формовки металла и других материалов с высокой степень точности.Типичная точность размеров составляет порядка тысячных долей дюйм или сотые доли миллиметра. Станки могут быть от настольных до огромных. многотонные машины, используемые для промышленных работ. |
| Механическая обработка | Процесс формовки металла или другой материал с помощью станка, такого как токарный или фрезерный станок. Большая часть обработки такие операции, как сверление или токарная обработка, срезают лишний материал, оставляя желаемый форма и размеры. |
| Морс Конус | Используемый конус определенных размеров сопрягать совпадающие охватываемые и охватываемые части так, чтобы они плотно сцеплялись и концентрически. Конусы бывают разных размеров, например №0, №1, №2, №3 и т. Д., С большим числа, представляющие большие размеры. Шпиндель мини-токарного станка имеет конус Морзе №3 и ползун задней бабки имеет конус Морзе №2. |
| Пилот Отверстие | Мелкое отверстие, обычно в форме конуса, просверливается как стартовое отверстие перед сверлением более глубокого отверстия.Пилотное отверстие помогает чтобы сверло попадало в материал в нужном месте и не дрейфовать или блуждать по мере того, как сверло начинает врезаться в сверлящийся материал. |
| Перо | Деталь сверлильного станка, фрезерная станок, задняя бабка токарного станка или другой станок, который выходит из детали и втягивается внутрь машины под управлением ручного рычага или маховика. Обычно перо имеет стандартный конус для крепления патрона или другого приспособления для крепления инструмента. |
| R8 Конус | Стандартный конус часто используется для обработки отверстий шпинделя и хвостовиков инструмента на фрезерных станках среднего размера. Конические хвостовики обеспечивают точное соосность станков со шпинделем и сопротивляться боковым силам, возникающим при фрезеровании. Конусы R8 считаются «самораспускание», требующее небольшого усилия или совсем без него, чтобы вырвать их из шпинделя при смене инструментов. |
| Рейка и шестерня | Зубчатая передача для перемещения линейная шестерня (рейка) путем поворота круговой шестерни (шестерни). Используется для преобразования вращательного движения, обычно маховика, в управляемое линейное движение. Типичным примером является механизм фокусировки на микроскопе. |
| Седло | Отливка, часто имеющая форму «H», если смотреть сверху, это едет по дорогам.Наряду с фартуком он является одним из двух основных компонентов, из которых состоит каретка. |
| Короткий Конус | Конус, срез на токарном станке, который достаточно короткий по длине, чтобы его можно было разрезать, сместив компаунд на желаемый угол конуса. |
| Плечо | Точка, в которой находится заготовка резко меняется от одного диаметра к другому. |
| Шпиндель | Главный вращающийся вал, на котором патрон или другое приспособление для удержания заготовок. Он установлен в прецизионных подшипниках и проходит через переднюю бабку. В более общем плане основные вращающаяся часть станка. |
| Шпиндель со сквозным отверстием | Размер, указывающий минимальное диаметр отверстия, проходящего через шпиндель.Заготовка диаметром меньше чем он может проходить через шпиндель для облегчения работы с длинными деталями. На у мини-станка это 3/4 дюйма, но его можно безопасно развернуть до 13/16 дюйма. Обратите внимание, что рядом в передней части шпинделя отверстие имеет коническую форму, чтобы удерживать конический инструмент, и его размер больше, чем 3/4 дюйма, если смотреть на шпиндель. |
| Фондовая | 1. Кусок металла или другой предмет
обрабатываемый материал на токарном станке 2.Сырье, такое как металлический стержень, которое будет обрезано до рабочего размера и обработано |
| Качели | Размер, представляющий заготовка наибольшего диаметра, которую может повернуть токарный станок. В Мини-токарные станки 7×10, 7×12 и 7×14 имеют поворот на 7 дюймов, что означает, что максимальное размер заготовки, которая может вращаться, не ударяясь о станину, составляет 7 дюймов диаметр. Связанный размер, поворотная каретка или поворотная поперечная направляющая, является максимальный диаметр заготовки, которая может вращаться над поперечным суппортом.Это примерно 4 дюйма на токарных станках 7x, поэтому заготовки длиной более 3 дюймов не могут быть больше 4 дюймов в диаметре. |
| Задняя бабка | Узел чугун на правом конце токарного станка, который может скользить по путям и фиксироваться на месте. Использовал для удержания длительной работы на месте или для установки сверлильного патрона для сверления в конец Работа. |
| Маховик задней бабки | Колесо с ручкой для перемещения задняя бабка входит и выходит из задней бабки Кастинг. |
| Задняя бабка Баран | Поршневой вал, который может быть перемещался в заднюю бабку и выходил из нее, поворачивая заднюю бабку маховик. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика конуса Морзе. Вал, или толкатель, выдвигается или снимается с помощью вращая маховик задней бабки, расположенный на правом конце задней бабки. Баран обычно обозначается в дюймах и / или миллиметрах и может быть зафиксирован на определенном точка с помощью фиксирующего рычага. |
| Конус | 1. Равномерное постепенное изменение диаметра.
заготовки. 2. Процесс резки заготовки для получения конического диаметра. 3. Конический участок заготовки, вырезанный на токарном станке . 4. Конический конец инструмента или шпинделя, соответствующий стандартный образец, такой как Морзе Конус, конус Якобса или конус R8. |
| Сквозное отверстие | Отверстие, проходящее через шпиндель.Стержни, которые имеют меньший диаметр, чем сквозное отверстие может проходить через отверстие, что делает его можно обработать концы стержня, которые в противном случае были бы слишком длинными для токарного станка. |
| Инструмент | Режущий инструмент, используемый для удаления металла из заготовки; обычно изготавливается из быстрорежущей стали или карбида. |
| Заготовка инструмента | Кусок быстрорежущей стали, из которого режущий инструмент заточен на скамейка-шлифовальная машина.Обычно квадрат 5/16 дюйма на длину 2 1/2 дюйма для мини-токарного станка. |
| Инструментальный столб | Удерживающее устройство, установленное на компаунд, в который зажимается режущий инструмент |
| Токарная обработка | Токарный станок, при котором металл снимается с внешнего диаметра заготовки, таким образом уменьшение его диаметра до желаемого размера. |
| Пути | Прецизионные шлифованные поверхности по верх кровати, на которой едет седло.В пути точно совмещены с центральной линией токарного станка. |
| Заготовка | Материал, удерживаемый в токарном станке для операции механической обработки. Обычно стержень или цилиндр из металла или пластик, но может быть и более сложной формы, например, отливка для модели самолета. мотор. |
Урок токарных станков — Extreme How To
«Экстремальный» электроинструмент для многих серьезных плотников — токарный станок по дереву.Токарный станок также является одним из старейших деревообрабатывающих инструментов. Считалось, что токарный станок с луковым приводом возник в Древнем Египте. У меня есть сундук, сделанный моим предком задолго до появления электроинструментов, и в нем есть красиво повернутые столбы, свидетельствующие об умениях первых мастеров. К счастью, много лет назад я унаследовал полный набор «старинных» токарных инструментов. Токарный станок можно использовать для создания множества различных предметов, от ножек мебели до подсвечников и других предметов декора. Токарный станок также можно использовать для обработки больших предметов, таких как столбы, крошечные причудливые ручки для письма, или его можно использовать для поворота деревянных мисок и других предметов.Токарная обработка на токарном станке требует определенных навыков и практики, но этому легко научиться, и это один из самых приятных методов обработки дерева.
Знакомство с токарными станками
Все токарные станки имеют одинаковую базовую конструкцию, хотя размеры и качество различаются. Токарный станок поворачивает кусок дерева, в то время как инструмент, удерживаемый против вращающегося инструмента, удаляет дерево, создавая симметричную форму. Размер токарного станка зависит от длины и диаметра заготовки, которую можно переворачивать на станине токарного станка.Вам понадобится токарный станок с 36 дюймами между центрами, чтобы повернуть большинство ножек стола. Размеры могут варьироваться от «мини» 10-дюймовых моделей до моделей с расстоянием между центрами до 40 дюймов. Большинство токарных станков обозначаются «качелями» или заготовкой с наибольшим диаметром, которую можно перевернуть через станину. Это означает, что 15-дюймовый токарный станок будет вращать предмет диаметром 15 дюймов с зазором 7 1/2 дюймов между станиной и центром шпоры. Обычно доступны токарные станки с диапазоном поворота от 10 до 17 дюймов. Размер качелей наиболее важен для токарных станков и других токарных станков большого диаметра.
Некоторые старые токарные станки имели внешний шпиндель, позволяющий вращать внешний конец головки. Сегодня многие качественные токарные станки оснащены поворотной бабкой. Это позволяет поворачивать переднюю бабку наружу и переворачивать чаши большого диаметра. Некоторые более экономичные модели токарных станков оснащены трубками для удержания передней и задней бабки. Токарные станки могут создавать сильную вибрацию, особенно на этапе черновой обработки. Токарные станки с чугунной станиной обеспечивают большую опору, чем трубчатые модели. Для разных операций нужны разные скорости.В более экономичных моделях используются ступенчатые шкивы и ремни. Для изменения скорости вы перемещаете ремни на шкивах. Модели более высокого качества имеют регулируемую скорость, что позволяет вам выбирать желаемую скорость.
Для разных операций требуются разные скорости вращения. Токарный станок с регулируемой скоростью позволяет мгновенно изменять скорость.
Основные этапы поворота
Базовая токарная обработка состоит из двух операций; токарная обработка шпинделя и токарная обработка планшайбы.Обточка шпинделя осуществляется между центрами для ножек мебели, подсвечников и других предметов. Токарная обработка планшайбы осуществляется прикладом, установленным на планшайбе, которая вставляется в главный шпиндель. Для обеих этих операций используются два конкретных типа методов; резка и соскабливание.
Индексирующая головка на токарном станке Craftsman позволяет индексировать токарную обработку для таких работ, как фрезерование колонн.
Долота для деревообработки доступны в шести распространенных конфигурациях — долото, косое, отрезное, острие, плоское и круглое.К долотам, используемым для резки, относятся инструмент для долбления, косы и отрезки. Долота, используемые для соскабливания, включают плоский нос, круглый нос и наконечник копья. Острые и качественные долота необходимы для производительной, простой и безопасной токарной обработки древесины.
Также необходимы качественные токарные инструменты. Показаны как новейшие современные инструменты, так и некоторые из унаследованных мною. Токарные инструменты практически не изменились с годами.
Базовая токарная обработка шпинделя
Убедитесь, что вы прочитали и поняли руководство оператора, прилагаемое к токарному станку, и соблюдаете все правила безопасности.Если у вас нет опыта, следует изучить основы токарной работы на маленьком шпинделе. Выберите кусок приклада длиной 2 на 2 на 12 дюймов. Используя линейку и карандаш, наметьте диагональные линии от угла к углу на обоих концах ложа. Сделайте пропил глубиной примерно 1/8 дюйма на каждой диагональной линии одного конца. Это позволяет центру шпоры удерживать приклад.
Первым шагом при точении шпинделя является нанесение диагональных меток по углам на каждом конце. Сделайте пропил по меткам на одном конце для центра шпоры.
Расположите центр подшипника прямо над пересечением двух линий на противоположном конце и постучите по нему деревянным или пластиковым молотком. Конец центра можно также держать деревянным бруском, чтобы защитить его, когда вы вставите его на место. Снимите центр подшипника и вбейте центр шпоры на место на противоположном конце, убедившись, что шпоры совпадают с пропилами. Затем удалите центр шпоры.
Постучите по центру шпоры и центрам подвижных подшипников на месте, чтобы создать «посадочное место» для центров.
Установите центры на место, прямую втулку в переднюю бабку и центр подшипника в заднюю бабку. Используйте кусок дерева, чтобы слегка закрепить их на месте. Не загоняйте их плотно на место. (Некоторые токарные станки имеют фиксированные центры вместо центров подшипников. В этом случае поместите немного воска или масла в центральное отверстие ложи, чтобы смазать его.) Поместите ложу между центрами и зафиксируйте заднюю бабку на месте. Затем переместите центр подшипника в древесину, повернув маховик задней бабки.Убедитесь, что оба центра правильно вошли в сделанные ранее отверстия. Вручную поверните приклад, чтобы убедиться, что он правильно отцентрирован.
Вставьте центры в переднюю и заднюю бабки, а затем поместите заготовку шпинделя между ними. Поверните колесо на задней бабке, чтобы затянуть заготовку между двумя центрами.
Отрегулируйте упор для инструмента так, чтобы его внешний край находился на расстоянии примерно 1/8 дюйма от внешних углов ложи. Остальная часть также должна быть примерно на 1/8 дюйма выше центральной линии ложа.Поверните приклад вручную, чтобы убедиться, что он не касается упора для инструмента. Важно вращать с правильной скоростью. Черновая обработка требует малой скорости. Например, черновая обработка 2-дюймового квадрата длиной около 18 дюймов должна выполняться при 1100 об / мин. Для этого размера чистовая обработка может выполняться на более высоких скоростях — 2000 об / мин. На показанном токарном станке Craftsman значения скорости указаны на лицевой стороне шкалы скоростей, а сверху — таблица размеров и скоростей.
Для безопасной и простой работы важно правильно расположить опору для инструмента.
Различные инструменты можно удерживать одним из двух способов, в зависимости от того, используется ли для резки техника резки или соскабливания. Одна рука, в зависимости от того, левая или правая, используется для удержания инструмента на опоре для инструмента, направляя конец инструмента вдоль полки опоры пяткой руки. Противоположный конец стамески придерживаем ладонью вниз. Убедитесь, что вы крепко держите долото обеими руками. Зубила могут быть «вырваны» из рук, повреждая обрабатываемую деталь или создавая опасность для оператора.
Важное значение имеют правильное положение опоры для инструмента и угол резца. Фаска на конце долота всегда должна быть расположена напротив обрабатываемой детали. Если упор расположен слишком низко, а угол долота удерживается более горизонтальным, острие долота врезается в него, вызывая вибрацию. Если опора находится слишком низко, а долото удерживается слишком высоко, существует опасность того, что долото вылетит из ваших рук.
В большинстве случаев строжка используется для черновой доводки заготовки до округления.Разместите долото так, чтобы чашка была направлена вверх и слегка повернулась к другому концу подставки. Осторожно и медленно введите конец канавки в заготовку, пока он не начнет касаться заготовки и не удалит немного материала. Затем равномерно перемещайте долот по остальной части. В конце мазка слегка поверните бороздку к противоположному концу, но с поднятой чашкой, и потяните ее обратно в противоположном направлении. Повторяйте эти шаги, пока ложа не станет круглой. Переместите опору для инструмента по мере необходимости для черновой обработки различных частей заготовки и для поддержания расстояния 1/8 дюйма между кромкой опоры для инструмента и кромкой заготовки.
Первый шаг — придать заготовке скругление, отрезая углы. Для этого шага используйте инструмент для долбления и расположите руки, как показано.
После того, как заготовка находится в круглом состоянии, ее калибруют на различные диаметры. Для этих методов соскабливания инструмент держится несколько иначе, потому что требуется больший контроль. В этом случае инструмент держится ладонью руки с упором для инструмента вверх. Запястье все еще удерживается, а сторона указательного пальца скользит по упору для инструмента в качестве направляющей.Это позволяет вам использовать пальцы руки с упором для инструментов для помощи в установке инструмента.
Отметьте расположение бусинок, бухт и поворотов. Используйте отрезной инструмент, удерживаемый в режущем положении, чтобы прорезать канавки в заготовке в желаемых местах. Используйте пару внешних штангенциркулей в каждом месте, чтобы убедиться, что измерения верны. Скорость может быть увеличена для более плавного реза после того, как заготовка будет шероховатой.
Как только заготовка окажется в круге, прочным карандашом отметьте расположение различных бусинок, выступов, конусов и других конструктивных факторов.
После того, как вы определите размер заготовки для каждого диаметра, используйте скребковые инструменты, чтобы придать заготовке нужные диаметры. Косым зубилом можно скруглить стороны бусинок, а круглым носиком — вырезать бухты. Для придания формы вогнутым и выпуклым формам используйте перекос и закругленный нос по мере необходимости.
Используйте токарные инструменты различной формы, чтобы придать прядильной заготовке желаемую форму. Часто меняйте опору для инструмента, чтобы поддерживать правильное положение.
Куски малого диаметра и длинные должны быть подкреплены люнетом, чтобы предотвратить их взбивание.Вы можете изготовить свои собственные или приобрести искусственные остатки. Woodcraft Supply имеет отличный люнет для шпинделя.
После придания формы детали ее можно быстрее и легче шлифовать на токарном станке. Будьте осторожны, так как наждачная бумага может сильно нагреться, а при шлифовке на токарном станке образуется много пыли, поэтому не забудьте надеть респиратор.
После создания желаемой формы отшлифуйте и отполируйте ее, вращая на токарном станке.
Дублирующие токарные операции
Если вам нужно повернуть несколько деталей одинаковой формы, сделайте шаблон из жесткого картона, тонкой фанеры или тонкого куска дерева.Затем вы можете удерживать его против поворота (при выключенном токарном станке) и проверить правильность формы. Более быстрый и точный способ — использовать токарный дубликатор. Копировальный станок Craftsman Wood Lathe Copy Crafter дублирует точение шпинделя или неглубокой чаши и может дублировать прототип или шаблон. Его также можно использовать для работы с конусом длиной до 38 дюймов.
Раздельное точение
Один из необычных способов токарной обработки — это токарная обработка с разрезом. Ложа приклеивается и образуется квадратная заготовка, между кусочками приклеивается бумага.После того, как ложа повернута, куски разделяются по бумажной линии с помощью острого долота. Таким образом получают половину или четверть оборота. Одно из распространенных применений — это старинная мебель, где четверть повернутые и рифленые колонны используются в таких предметах, как филадельфийская высокая обувь. Опять же, делительная головка на токарном станке может упростить раскладку канавок.
Лицевая панель
Токарная обработка планшайбы выполняется путем первой установки ложи на лицевую пластину, имеющую конус для установки в переднюю бабку.С помощью этой техники можно повернуть деревянные бляшки, тарелки и миски или даже круглые ножки в форме шара. Пока ложа все еще находится в квадрате, отметьте по диагонали от угла до угла, чтобы найти центр задней части ложи. Затем с помощью циркуля отметьте внешнюю окружность детали, которую нужно повернуть. Используя ленточную пилу, обрежьте заготовку нужной формы и размера. Большой квадратный приклад опасен, и его трудно обработать круглым. Использование ленточной пилы в первую очередь делает этот шаг проще, безопаснее и быстрее.Используйте винты, чтобы прикрепить ложу к лицевой панели (с задней стороны лицевой панели). Оставьте дополнительную глубину сзади, чтобы отрезать отверстие для винта. Другой метод — приклеить массу к отходам с бумагой между ними, повернуть в нужную форму, а затем отделить отходы. Начните токарную обработку с черновой обработки ленточной пилы снаружи до идеальной круглой формы. Затем вы можете использовать инструмент для соскабливания, чтобы сделать различные надрезы, например, разрезать внутреннюю часть, закруглить губу, создать бусинки или углубления вокруг внешней стороны или другие формы.
Чаши, ящики и другие формы обтачиваются с закреплением заготовки на планшайбе, закрепленной в токарном станке.
Чрезвычайно важно продолжать перемещать опору для инструмента, чтобы обеспечить надлежащую опору для каждого положения инструмента. Закругленная подставка для поворота чаши лучше всего подходит для точения глубоких чаш и других форм, особенно для внутренней части. У них есть закругленная опора для инструмента, которая позволяет подойти ближе к ложи с инструментом. Система упора для инструмента токарного станка Woodcraft имеет большую и маленькую подставку для чаши со стойками разного размера, чтобы соответствовать разным опорам для токарного инструмента. У мастера также есть подставка для токарного станка.
Подвесной поворотный механизм
Более крупные предметы, которые нельзя переворачивать через станину токарного станка, можно обрабатывать на токарном станке с выносным двигателем. Передняя бабка повернута на 90 градусов к станине. Ложа устанавливается на лицевую пластину, а техника такая же, как и при точении лицевой пластины над станиной. Для этой техники требуются подставки для поворота чаши. Они выходят из опоры для инструмента, установленной на станине токарного станка, и переходят к передней части ложи. Из-за большого размера работы, часто используемой в этой технике, будьте осторожны, действуйте медленно и держите скорость на минимуме.Поэкспериментируйте с мягкой древесиной меньшего размера, прежде чем приступать к более крупным проектам из твердой древесины. Если вы действительно заинтересованы в повороте мисок, ваз, ящиков и других подобных изделий, ознакомьтесь со специальными инструментами, доступными в Woodcraft Supply. Lee Valley LTD также предлагает полную линейку внутренних полостей, а также полную линейку качественных токарных инструментов и оборудования.
Некоторые токарные станки можно поворачивать на 90 градусов для наружной токарной обработки. Поворотный упор Woodcraft Supply Bowl Turning Rest упрощает отслеживание округлых форм чаш с инструментами.
Специальные токарные приемы
Одна забавная тактика — приклеить шпиндели или плоскую заготовку для тарелок или мисок из контрастных цветов дерева. При повороте разные сегменты образуют необычный узор. Мелкие предметы, такие как шахматные фигуры или мебельные ручки, можно поворачивать на винтовой пластине. Также доступен ряд токарных патронов, которые позволяют захватывать более мелкие детали для токарной обработки. Сначала приклад имеет размер шипа, чтобы поместиться в патрон. Вы также можете сделать свой деревянный патрон для такой токарной обработки.Снова сделайте шип на заготовке и вбейте его в деревянный патрон, который прикручен к лицевой пластине. Поверните деталь и вытолкните шип из патрона.
Деревянные заготовки можно склеить, поместив между ними лист бумаги, перевернуть, а затем разделить на части для создания декоративных резных поворотов для отделки мебели и корпусов.
Токарный станок также может быть оснащен шлифовальными машинами, сверлильными патронами, полировальными кругами и другими принадлежностями, чтобы расширить возможности использования инструмента и сделать его более универсальным.
Однако у меня есть предупреждение — токарная обработка дерева вызывает привыкание. Как только вы это почувствуете, вы будете искать оправдания, чтобы делать больше проектов.
Правила безопасности
1. Не носите свободную одежду.
2. Используйте защитное покрытие для волос, чтобы удерживать длинные волосы.
3. Надевайте защитные очки, соответствующие стандарту США ANSI Z81.7.
4. Наденьте маску для лица или респиратор от пыли.
5. Держите руки подальше от патрона, центров и других движущихся частей.
6. При замене навесного оборудования отсоединяйте инструмент.
7. Не применяйте силу к режущим инструментам.
8. Никогда не оставляйте работающий токарный станок без присмотра.
9. Убедитесь, что заготовка надежно закреплена, выключите токарный станок, если заготовка расколется или
БОКОВОЕ ПРИМЕЧАНИЕ
Мастерский токарный станок с регулируемой скоростью
Токарный станок, представленный в этой колонке, представляет собой 15-дюймовую модель Craftsman с регулируемой скоростью.Эта сверхмощная модель имеет цельную чугунную основу, а также чугунную переднюю и заднюю бабки, в которых размещен асинхронный двигатель максимальной мощности 2 лошадиных силы. Маховик на передней бабке позволяет изменять скорость от 400 до 2000 об / мин. Передняя бабка поворачивается на угол от 0 до 90 градусов для подвесного точения диаметром до 20 дюймов. Одна из функций, которые мне особенно нравятся, — это индексирующая головка. Двадцать четыре упора для индексации с интервалом в 15 градусов блокируют головку для вырезания канавок с помощью фрезерного станка. Устройство поставляется с 6- и 12-дюймовым упором для инструмента, 4-дюймовой лицевой панелью, шпорами и центрами подшипников.Токарный станок показан установленным на стенде токарного станка Craftsman.
Производители токарных станков
Мастер
craftman.com
Кузница
(800) 476-4849
www.smithy.com
Поставки деревянных изделий
(800) 225-1153
www.woodcraft.com
Рекомендуемые статьи
Настольный токарный станок по дереву — Wahuda Tools
Мы предлагаем на продажу наш самый первый мини-токарный станок по дереву, настольный токарный станок Wahuda модель 60170ML-WHD.Этот мини-токарный станок по дереву компактен и чрезвычайно доступен по цене, но при этом отличается высочайшим качеством и обладает функциями, присущими только более крупным и дорогим токарным станкам по дереву. Это включает в себя тяжелую чугунную конструкцию, обеспечивающую большую прочность и долговечность, а также низкий уровень вибрации.
Другие особенности включают надежную инверторную технологию, в которой инверторный привод регулирует скорость и крутящий момент двигателя. Также есть светодиодный индикатор, показывающий скорость шпинделя в оборотах в минуту, что помогает вам контролировать свою работу.Электронная регулировка скорости и три диапазона скоростей обеспечивают возможность точной настройки, что особенно важно при выполнении деликатной работы.
Этот компактный миниатюрный токарный станок с размерами 32 дюйма (Д) x 17 дюймов (В) x 13 дюймов (Г) и весом всего 90 фунтов можно легко перемещать внутри вашего цеха, а токарный станок на 13 А — 120 -вольтный двигатель переменного тока обеспечивает достаточную мощность для выполнения практически любой работы.
Часто задаваемые вопросы о токарных станках по дереву
Как пользоваться токарным станком по дереву?
Доска проходит между передней и задней бабками.Эти ложи удерживают дерево на месте, как С-образный зажим, но их концы могут вращаться. Мотор вращает переднюю бабку, поворачивая вместе с ней дерево. Приложив инструменты к упору для инструмента, вы можете медленно отрегулировать положение режущей поверхности инструмента, скалывая дерево, чтобы получить желаемую форму.
Токарный станок должен вращаться достаточно быстро, чтобы обеспечить хорошую производительность резки, при этом древесина не отрывается от ложи. Работайте медленнее с большими кусками: при заданном числе оборотов поверхностная скорость доски удваивается, когда ее диаметр удваивается.Wahuda 60170ML-WHD имеет несколько шкивов вместе с регулятором скорости двигателя. Перемещая ремень к правильному набору шкивов, вы можете ограничить диапазон скоростей так же, как при использовании сверлильного станка. Тахометр шпинделя поможет вам установить скорость.
Как заточить токарный инструмент?
Даже инструменты из быстрорежущей стали быстро затупляются при работе с токарным станком. Лучший инструмент для заточки канавок и скребков — это тихоходный шлифовальный станок с шлифовальным кругом 80. Используйте подставку для шлифовальной машины, чтобы выровнять инструменты, прежде чем прижимать скос к колесу.Проведя пару параллельных линий на остальной части, вы сможете выровнять инструмент по шлифовальной поверхности. Косые долота требуют хонингования масляным камнем, но другие инструменты обычно этого не делают, если вы получаете хорошую чистовую обработку шлифовального круга.
Какие размеры у мини-токарного станка?
Настольные токарные станкидоступны в размерах, которые могут обрабатывать доску максимального размера от 10 до 16 дюймов. 60170ML-WHD находится в самом верху этого диапазона, работая с платами длиной 16 дюймов.Однако это также одна из самых компактных моделей на рынке, размер которой составляет 32 x 17 x 13 дюймов. Если вы хотите формировать более длинные доски, доступны 10- и 24-дюймовые удлинители станины.
Для чего нужен токарный станок по дереву?
Токарный станок — это станок, который просто необходим в любой столярной мастерской. Токарный станок используется для резки, шлифования, сверления, торцевания, поворота и деформации заготовок. Все это происходит за счет вращения заготовки на неподвижном режущем инструменте. У вас может быть токарный станок по металлу или токарный станок по дереву, и главное отличие в том, что токарный станок по дереву предназначен для работы с деревом.Токарные станки по дереву, как правило, меньше и немного более обтекаемы по сравнению с токарными станками по металлу, но они все же могут легко выполнять все ранее упомянутые задачи. Не рекомендуется использовать металл в токарном станке по дереву, поскольку он не рассчитан на такой твердый материал.
Какие размеры бывают настольные токарные станки по дереву?
Размер токарного станка по дереву определяется длиной и диаметром заготовки, которую можно обрабатывать на станине токарного станка. Наибольший диаметр деревянной ложи, также известный как «качели», часто обозначается в размере токарного станка по дереву.Это означает, что 13-дюймовый токарный станок может повернуть заготовку диаметром 13 дюймов.
Токарные станки по дереву различаются по размеру: от мини-моделей с 10-дюймовым расстоянием между центрами до больших 40-дюймовых моделей. Выбор токарного станка наилучшего размера зависит от того, для чего вы планируете использовать токарный станок по дереву. Чем крупнее проект, тем больше вам понадобится токарный станок по дереву. Настольные токарные станки по дереву отлично подходят для тех плотников, которым нравятся небольшие проекты и детализация. Наша 14-дюймовая модель компактна, но удивительно универсальна для своего размера! Это отличный вариант для плотника, у которого небольшой цех и которому нужна машина, которую можно перемещать при необходимости, но при этом достаточно мощности для выполнения самых разных работ.
Что можно сделать с мини-токарным станком по дереву?
Мини-токарный станок дает начинающим плотникам возможность практиковать свое ремесло в меньших масштабах, прежде чем переходить к более крупным проектам. Более опытные мастера по дереву также пользуются мини-токарными станками, так как они могут добавлять детали в более крупные проекты. Один невероятно популярный проект мини токарного станка — ручки! Мастера по дереву, которые начинают вертеть ручки, быстро приходят в восторг от этого проекта, так как это самостоятельный вид искусства. Некоторые другие проекты, которые вы можете выполнить на мини-токарном станке по дереву, включают:
- чаши
- тарелки
- сосуды полые
- горшки
- пробки для бутылок
- Тяги для ящиков
- деревянные ложки
- шпиндели кресла
- ножки стола
Трудно ли обрабатывать дерево?
Токарная обработка дерева — это действительно особый вид деревообработки, который многие любят.В отличие от других деревообрабатывающих станков, вы можете выполнять полные проекты, используя только токарный станок по дереву и некоторые инструменты, такие как острые канавки, косые долота и отрезные инструменты. Изучение искусства токарной обработки дерева может потребовать некоторой практики, но как только вы усвоите основы, перед вами откроется совершенно новая подгруппа обработки дерева. Хотя мы бы не сказали, что токарная обработка дерева — это легко, мы также не назвали бы это трудным. Как и все остальное в деревообработке, это навык, требующий практики. Начните с легких и простых проектов, чтобы познакомиться с вашим токарным станком по дереву и освоить различные техники.Как только вы разберетесь и почувствуете себя более уверенно в своих навыках токарной обработки дерева, заставьте себя пробовать более сложные проекты, и в кратчайшие сроки вы станете профессионалом!
Wahuda Статьи по токарным станкам по дереву
Что нужно знать перед покупкой токарного станка по дереву
Как открыть деревообрабатывающий цех
Токарный станокJet 9×20 Технические характеристики и виды Токарный станок
Jet 9×20 Технические характеристики и виды Jet
БД-920Н
Токарный станок 9×20
Характеристики &
Просмотры
Последнее обновление Среда, 10 марта 2021 г., 05:38:36
Горный часовой пояс США
ДОМ
Оригинальный дизайн, Самолет БД-920Н, Характеристики,
Ремни,
Шестерни,
Передаточное число, Крепления для токарных станков
Оригинальный дизайн
Оригинал 8 дюймов x 17 дюймов (195 мм x 450 мм)
Emco-Maier Compact 8
(Австрия),
отец нынешней породы 9х20
токарные станки.
9×20 Токарный станок DRO
X
&
Оси Z1
Весы
Задняя бабка УЦИ
Токарный станок 9×20
Тахометр и SFM
BD-920N инструкция
Jet BD-920N
с УЦИ
Jet
Металлический токарный станок
с ременной передачей 9×20 Модель BD-920N & Стенд С-920Н ручной.
Токарный станок находится на верхнем пределе веса и размера, которые я мог бы безопасно переместить на
.
холм и мой выход на нижний уровень.
Более книги по механообработке.
Нажмите на связанные эскизы #ad
Качели AXA 9 «-12»
BXA 10-15 дюймов качели
CXA 13-18 дюймов качели
Доступны
размеров AXA, BXA, CXA.
Нажмите на связанные эскизы
#ad
ДОМ
| точность | Разница между показанием измерения и истинным значением этого измерения. |
| дополнительные оси | Функция, доступная на большинстве станков с ЧПУ, значительно увеличивает способность станка создавать сложные детали. |
| Устройство автоматической смены инструмента | Функция станка с ЧПУ, которая автоматически меняет инструменты во время обработки. |
| осевой путь | Инструментальный подход, проходящий параллельно оси заготовки. Также называется параллельной ориентацией. |
| ход оси | Спецификация, указывающая длину, на которую токарный инструмент может перемещаться вдоль определенной оси. |
| штанговый шток | Сырье закупается у производителей металла в виде длинных прутков.Пруток может быть круглым, квадратным или шестиугольным. |
| большой проход | Токарный станок, обеспечивающий больший диаметр прутка и большую мощность для существующего станка. |
| вместимость | Максимальные значения, обычно относящиеся к размерам заготовки, которые может обрабатывать токарный станок с ЧПУ. |
| размер патрона | Спецификация, описывающая размеры патрона токарного станка. |
| давление охлаждающей жидкости | Спецификация, указывающая величину давления, которое насос охлаждающей жидкости оказывает во время обработки. Станки с агрессивным давлением СОЖ могут иметь более длительный срок службы инструмента и превосходную чистоту обработки детали. |
| Электродвигатель насоса охлаждающей жидкости | Спецификация, указывающая номинальные характеристики компонента машины, регулирующего подачу охлаждающей жидкости. Двигатели насоса охлаждающей жидкости указаны в лошадиных силах. |
| объем охлаждающей жидкости | Спецификация станка с ЧПУ, указывающая, сколько охлаждающей жидкости насос может переместить за заданное время.Объем охлаждающей жидкости измеряется в галлонах в минуту. |
| крестовина | Устройство, поддерживаемое кареткой, которое перемещает револьверную головку по направлению к заготовке и от нее |
| кубических футов в минуту | Измерение воздушного потока, показывающее, сколько кубических футов воздуха проходит через неподвижную точку за одну минуту.Кубические футы в минуту сокращенно сокращенно cfm. |
| скорость подачи | Скорость, с которой режущий инструмент и заготовка перемещаются относительно друг друга. |
| время цикла | Время, необходимое для изготовления одной детали. |
| глубокое сверление | Операция сверления с чрезмерным отношением глубины к диаметру.Успешное сверление глубоких отверстий предполагает устранение проблем с отклонением сверла, удаление стружки и нанесение СОЖ на режущую кромку. |
| элемент | Компонент машины, предназначенный для увеличения производительности машины. Токарные станки могут иметь функции, встроенные в станок, или могут быть добавлены к исходной конфигурации станка в качестве дополнительных устройств. |
| площадь основания | Спецификация, указывающая площадь пола, которую занимает машина. |
| калибр | Устройство, используемое для измерения размеров детали после ее изготовления. |
| Инструмент комплектный | Тип инструмента на токарном станке с ЧПУ, в котором инструменты устанавливаются непосредственно на поперечный суппорт. Инструменты никогда не индексируются, а прикрепляются к салазкам, которые меняют положение, чтобы каждый инструмент мог резать детали |
| герц | Единица частоты, равная одному циклу в секунду.Герц сокращенно обозначается Гц. |
| охлаждающая жидкость высокого давления | Токарный станок, который подает охлаждающую жидкость к режущей кромке инструмента с большой силой. |
| высокоскоростной шпиндель | Шпиндель токарного станка, который вращается с очень высокой скоростью, обычно около 7000 об / мин. |
| станок токарный горизонтальный | Токарный станок, ось шпинделя которого параллельна земле. Горизонтальные токарные станки — самые распространенные токарные станки в цехах. |
| горизонтальный шпиндель | Шпиндель токарного станка с осью, ориентированной параллельно цеху. |
| л.с. | Единица мощности, используемая для описания прочности машины. Одна лошадиная сила равна 746 Вт. |
| время индексации | Спецификация, указывающая время, необходимое револьверной головке токарного станка для прохождения от одного инструмента к другому. |
| кВ-ампер | Единица, используемая для описания требований к мощности машины.Киловольт-амперы сокращенно обозначают кВА. |
| Отношение длины к диаметру | Отношение измерения между длиной и диаметром детали. Если у детали отношение длины к диаметру 4: 1, то длина детали в 4 раза больше диаметра. |
| литров в минуту | Измерение расхода газа или жидкости.Литры в минуту сокращенно обозначают л / мин. |
| приводной инструмент | Режущие инструменты с механическим приводом, такие как концевые фрезы и сверла, которые удерживаются в револьверной головке токарного станка. Приводные инструменты могут выполнять операции обработки вне центральной линии детали, когда деталь удерживается в шпинделе. |
| Масса станка | Спецификация, указывающая вес машины.Вес машины имеет решающее значение, когда в магазине существуют ограничения по нагрузке. |
| максимальная нагрузка стержня | Спецификация, указывающая на пруток наибольшего размера, который может вместить машина. |
| максимальный размер детали | Спецификация, указывающая максимальные размеры заготовки, которую может обрабатывать токарный станок. |
| максимальный поворот | Спецификация токарного станка, указывающая наибольший диаметр детали, которая может очищать поперечные салазки или пути. |
| максимальная тяга | Спецификация, указывающая количество силы, измеряемой в фунтах или ньютонах, которую токарный станок может приложить по горизонтали. |
| максимальный диаметр поворота | Спецификация, указывающая расстояние, на котором токарный инструмент может разрезать заготовку по радиальной траектории, перпендикулярной оси шпинделя. |
| максимальная длина поворота | Спецификация, указывающая расстояние, на котором токарный инструмент может разрезать заготовку по осевой траектории, параллельной оси шпинделя. |
| одна атмосфера | Единица давления. Один бар равен давлению атмосферы Земли на уровне моря. |
| опция | Компонент или дополнение машины, предназначенное для увеличения производительности машины. Опции — это дополнительные функции, которые добавляются к исходной конфигурации машины. |
| параллельно | Две прямые или оси, которые равноудалены друг от друга во всех точках по своей длине и, следовательно, никогда не пересекаются. На горизонтальном токарном станке шпиндель параллелен цеху. |
| перпендикуляр | Две линии или оси, пересекающиеся под прямым углом.На вертикальном токарном станке шпиндель располагается перпендикулярно цеху. |
| позиционирование | Для станка с ЧПУ — показатель того, насколько хорошо станок может разместить свои инструменты в желаемом месте. |
| фунтов на квадратный дюйм | Измерение давления.Фунты на квадратный дюйм сокращенно обозначают фунты на квадратный дюйм. |
| зонд | Устройство на токарном станке, используемое для быстрого определения параметров контроля и контроля качества во время обработки. |
| программируемая ось C | Токарный станок, обеспечивающий полное программируемое управление осью вращения шпинделя.Ось C описывает вращение вокруг оси Z. |
| инструмент быстросменный | Тип инструмента, который включает в себя инструменты, которые быстро снимаются и предварительно снимаются с токарного станка, чтобы сэкономить время при переналадке. |
| радиальный ход | Инструментальный подход, проходящий перпендикулярно оси заготовки.Также называется перпендикулярной ориентацией. |
| ускоренный ход | Скорость, с которой револьверная головка перемещается до и после обработки, а также между резаниями. Ускоренный ход — это самое быстрое перемещение револьверной головки, которое измеряется в дюймах в минуту. |
| повторяемость | Для станка с ЧПУ — показатель того, насколько хорошо станок может выдерживать свое позиционирование с течением времени. |
| оборотов в минуту | Единица измерения, указывающая количество оборотов, которые компонент машины делает за одну минуту. Число оборотов в минуту сокращенно обозначается об / мин. |
| спецификация | Описание основных физических и технических свойств машины.Технические характеристики являются основным показателем возможностей машины. |
| ориентация шпинделя | Конфигурация шпинделя на токарном станке. Шпиндели могут быть ориентированы вертикально или горизонтально. |
| платформа люнета | Токарный станок, обеспечивающий поддержку более длинных заготовок во время обработки. |
| Приставной инструмент | Самый распространенный тип инструмента на токарном станке, на котором инструменты установлены в револьверной головке, которая индексирует инструменты. |
| вспомогательный шпиндель | Источник вращения детали находится напротив передней бабки и главного шпинделя. Вспомогательный шпиндель также называется подборщиком или задним шпинделем. |
| фут в минуту | Измерение скорости, описывающее расстояние, которое режущая кромка инструмента проходит за одну минуту. Он используется для операций, требующих регулировки скорости шпинделя, когда инструмент движется к центральной линии или от нее. Количество футов в минуту на поверхности сокращенно обозначается как sfm или fpm. |
| фут в минуту | Окружная скорость детали при ее вращении в шпинделе токарного станка.Также известна как скорость на поверхности. |
| задняя бабка | Компонент, расположенный на конце токарного станка напротив передней бабки, который поддерживает конец более длинных заготовок. |
| Емкость бака | Спецификация, указывающая максимальное количество охлаждающей жидкости, которое токарный станок может удерживать в своей исходной конфигурации. |
| Инструмент с коническим хвостовиком | Тип инструмента, распространенного на обрабатывающем центре, в котором резцедержатель длинный, узкий и имеет форму конуса. |
| емкость инструмента | Спецификация, указывающая максимальное количество инструментов, которое токарный станок может удерживать в исходной конфигурации. |
| Устройство для предварительной настройки инструмента | Устройство на токарном станке, используемое для быстрого определения коррекции геометрии инструмента по осям X и Z. Острие инструмента соприкасается с поверхностями датчика, который мгновенно регистрирует положение револьверной головки на экране коррекции. |
| размер инструмента | Спецификация, в которой указаны максимально возможные размеры инструмента, которые может поддерживать револьвер токарного станка. |
| инструментальный стиль | Спецификация станка с ЧПУ, в которой указывается тип инструмента, используемого на станке. |
| слежение за инструментом | Элемент токарного станка, который каталогизирует все способы использования инструмента с целью продления срока службы инструмента. |
| крутящий момент | Способность машины создавать скручивающую силу с определенной скоростью.Крутящий момент машины будет варьироваться в зависимости от диапазона скоростей. |
| турель | Деталь токарного станка, вмещающий ряд режущих инструментов. Револьверная головка вращается, чтобы поместить инструменты в положение для резки. |
| двойной шпиндель | Конфигурация шпинделя на токарном станке с ЧПУ, в которой два шпинделя с одинаковой мощностью расположены напротив друг друга в рабочей зоне. |
| Станок токарный вертикальный | Токарный станок, ось шпинделя которого перпендикулярна земле. Вертикальные токарные станки идеально подходят для токарной обработки слишком больших и тяжелых деталей. |
| вертикальный шпиндель | Шпиндель токарного станка с осью, ориентированной перпендикулярно цеху. |
| путей | Две точно измеренные параллельные направляющие, которые поддерживают и направляют движение каретки и поперечных суппортов. |
| рабочий конверт | Внутреннее рабочее пространство токарного станка, где происходит фактическая обработка. |
Токарные и токарные станки | Apollo Machining
Используя как ручные токарные станки, так и токарные станки с ЧПУ, Apollo Machining может обрабатывать детали самых разных размеров и спецификаций.Apollo Machining полностью оснащена всем необходимым для выполнения любых задач токарной и механической обработки — от разовых заказов до больших объемов работ.
Полный перечень наших токарных станков и токарного оборудования можно найти ниже.
Яма Сейки GLS-3300M
Технические характеристики и размеры
| Между центрами | 24 дюйма |
| Размер патрона | 12 дюймов |
Яма Сейки GS-4300L
2Технические характеристики и размеры
| Возможности | Диаметр 27 дюймов, длина 89 дюймов |
| Размер патрона | Диаметр 33 дюйма |
Яма Сейки GA-3600/900
Технические характеристики и размеры
| Между центрами | 24 дюйма |
| Размер патрона | 15 ” |
Яма Сейки GA-3300L
Технические характеристики и размеры
| Между центрами | 42 ” |
| Размер патрона | 12 дюймов |
Яма Seiki GLS-2000LM
Технические характеристики и размеры
| Между центрами | 27 ” |
| Размер патрона | 8 дюймов |
Milltronics ML 26/80
Технические характеристики и размеры
| Длина станины | 80 ” |
| Размер патрона | 16 ” |
| 5 ”сквозное отверстие | |
| 80 ”Между центрами |
Takisawa TC-3
Технические характеристики и размеры
| Устройство подачи прутка | До 2 дюймов |
| Размер патрона | 10 ” |
Токарно-револьверный станок Warner & Swasey 2A (2)
Технические характеристики и размеры
| Длина станины | НЕТ |
| Размер патрона | НЕТ |
Токарно-револьверный станок Warner & Swasey 4A (2)
Технические характеристики и размеры
| Длина станины | НЕТ |
| Размер патрона | НЕТ |
Токарно-револьверный станок Gisholt 5-L
Технические характеристики и размеры
| Длина станины | НЕТ |
| Размер патрона | НЕТ |
Токарный станок с двигателем
| Длина станины | 14 ’ |
| Размер патрона | 20 дюймов |
Токарный станок с двигателем
| Длина станины | 10 ’ |
| Размер патрона | 16 дюймов |